
© 2023 ब्लॉगchampionxperience.com
की कॉइल स्प्रिंग शॉक एब्जॉर्बर मेरी आरसी कार के SolidWorks और एक्सडिजाइन का उपयोग करके डिजाइन किया था और 3डी प्रिंटर से बनाया था, अब खराब हो चुकी है। पीईटीजी फिलामेंट से प्रिंट की गई इस कॉइल स्प्रिंग की लोच खत्म हो गई थी। दरअसल, इसकी स्प्रिंग रेट कम थी। आरसी कार को संशोधित करते समय, मैंने इस हिस्से को भी सुधारने का फैसला किया। मेरा लक्ष्य स्प्रिंग की स्ट्रोक यात्रा को बढ़ाना और उच्च स्प्रिंग रेट वाली स्प्रिंग प्राप्त करना था। यह सुधार प्रक्रिया वास्तव में एक संपूर्ण डिजाइन फॉर एडिटिव मैन्युफैक्चरिंग (डीएफएएम) एप्लिकेशन में बदल गई। इस ब्लॉग पोस्ट में, हम विस्तार से हर चीज की जांच करेंगे, जिसमें 3डी प्रिंटिंग के लिए उपयुक्त कॉइल स्प्रिंग डिजाइन कैसा होना चाहिए, स्प्रिंग रेट किस पर निर्भर करता है, और प्रिंटिंग के लिए कौन से फिलामेंट का उपयोग किया जाना चाहिए, ये सभी शामिल हैं।
कॉइल स्प्रिंग को कैसे डिजाइन करें?
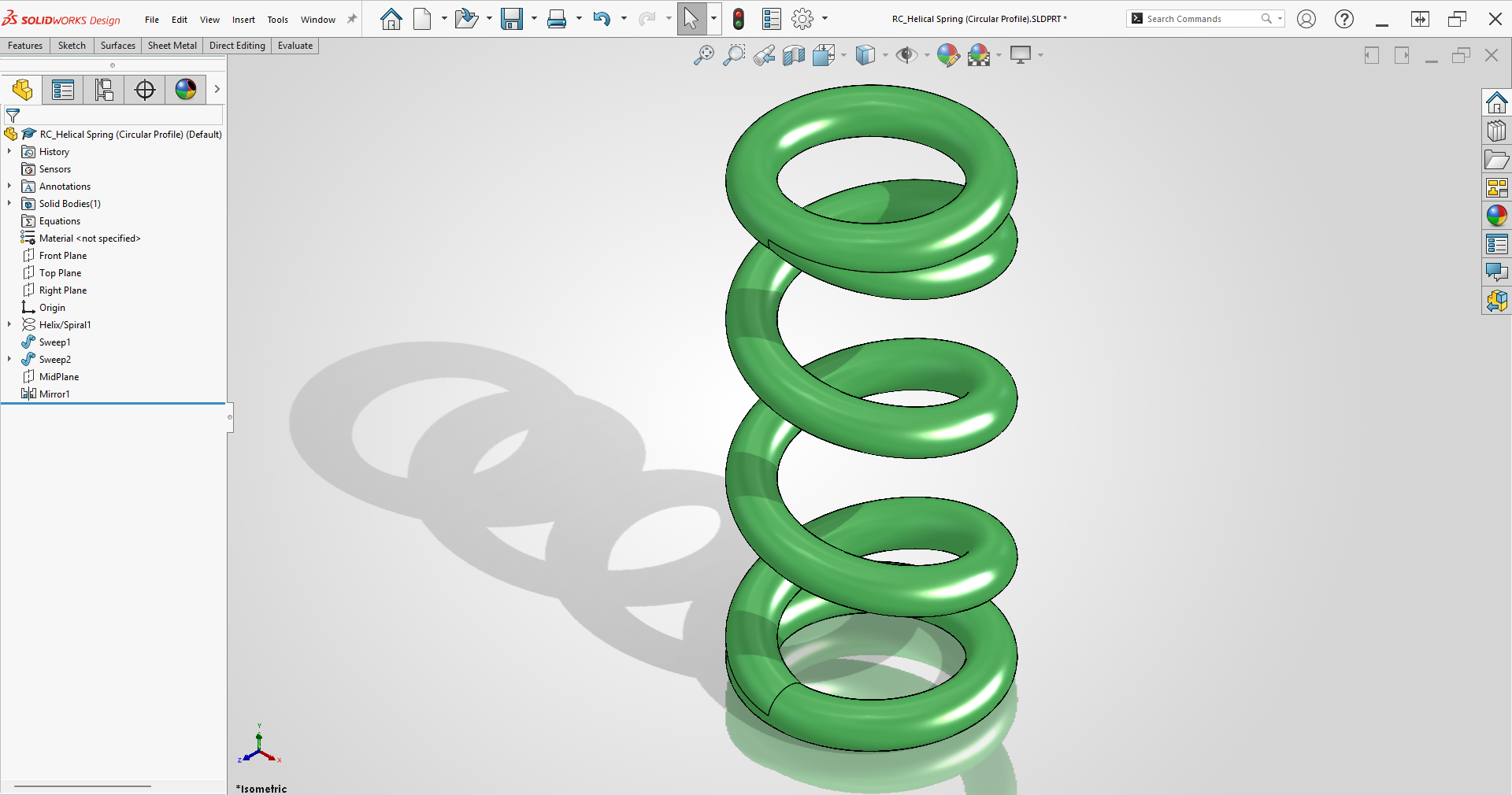
मैंने जितने भी CAD प्रोग्राम इस्तेमाल किए हैं, उनमें स्प्रिंग डिजाइन करने का तरीका लगभग एक जैसा ही होता है। स्प्रिंग डिजाइन के लिए दो चीजें जरूरी होती हैं: एक सर्कल स्केच जिससे स्प्रिंग का व्यास निर्धारित होता है, और हेलिक्स/स्पाइरल कमांड जिससे स्प्रिंग को हेलिकल आकार मिलता है।.
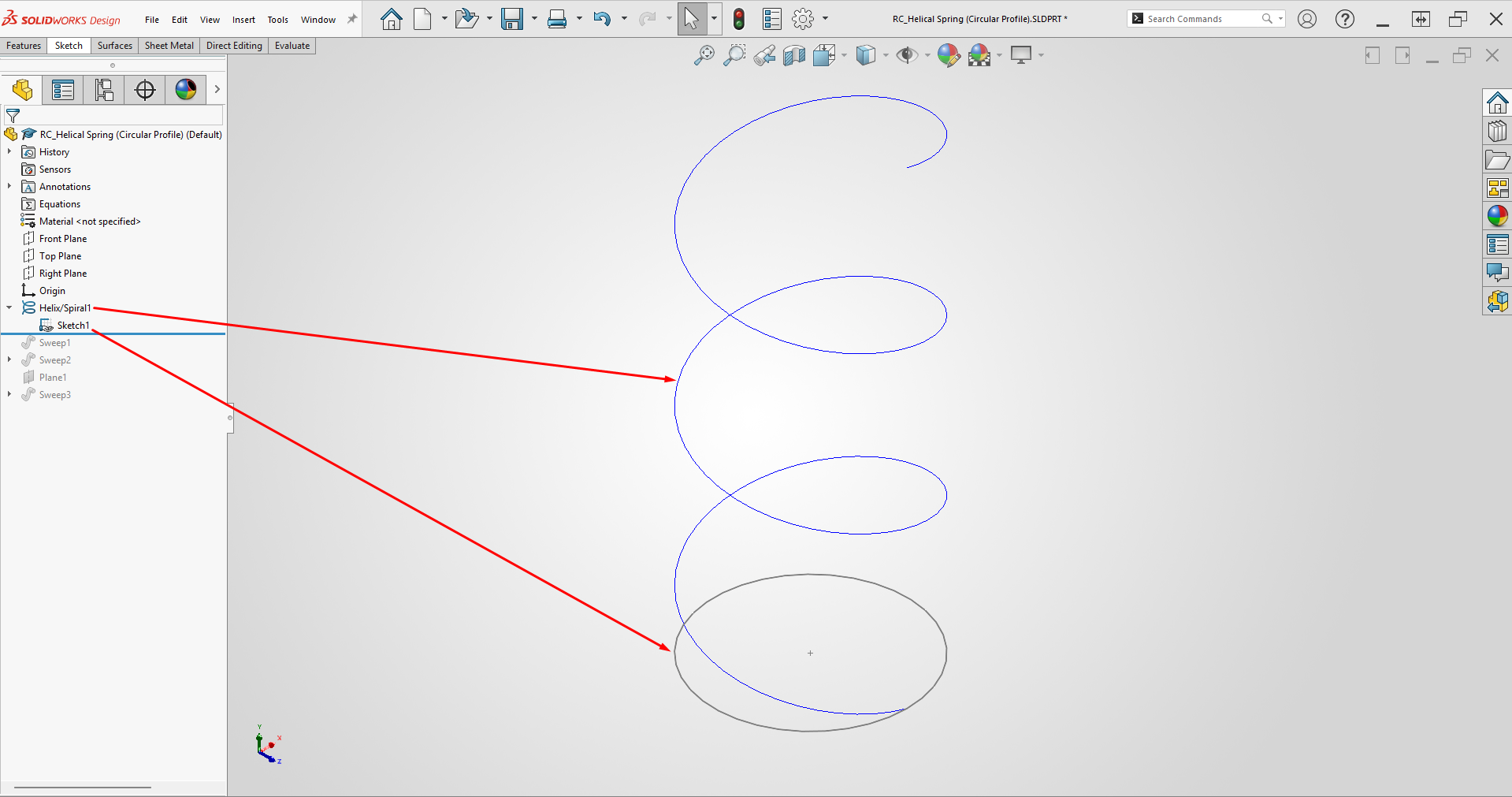
अगले चरण आपके द्वारा उपयोग किए जा रहे डिज़ाइन प्रोग्राम के आधार पर भिन्न हो सकते हैं। हम यहां SOLIDWORKS कमांड के अनुसार आगे बढ़ेंगे। स्प्रिंग का ठोस आकार बनाने के लिए हमें एक स्प्रिंग प्रोफ़ाइल की आवश्यकता होती है। इसके बाद, आप स्वीप कमांड का उपयोग करके प्रोफ़ाइल और पथ (यहां पथ हेलिक्स है) का चयन करके स्प्रिंग का 3D आकार बना सकते हैं। हालांकि, कॉइल स्प्रिंग प्रोफ़ाइल आमतौर पर गोलाकार होती हैं, और SOLIDWORKS स्वीप कमांड में गोलाकार प्रोफ़ाइल विकल्प आसानी से उपलब्ध होता है। इसलिए, आपको कोई प्रोफ़ाइल बनाने की आवश्यकता नहीं है।.
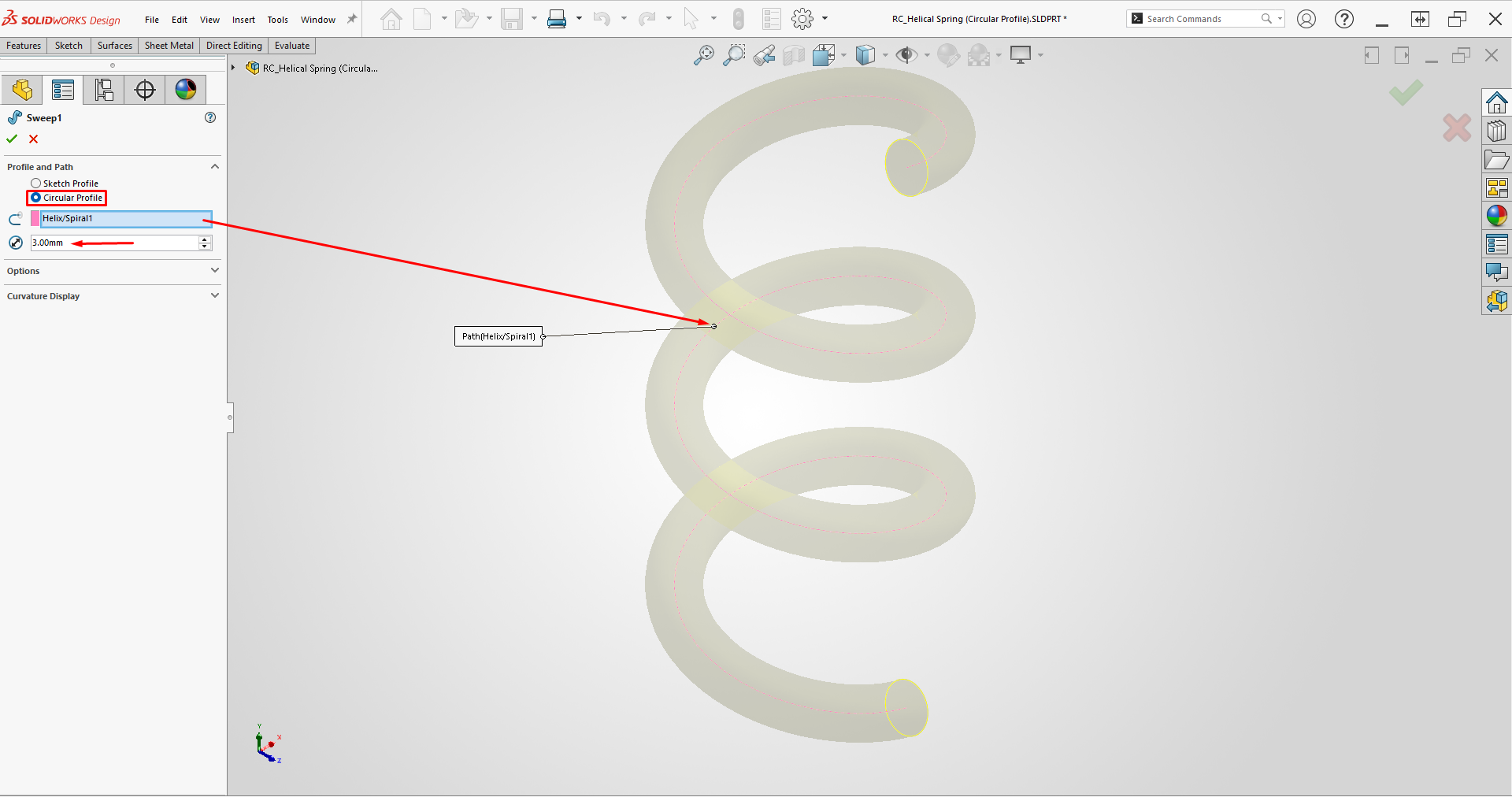
ऊपर दिए गए चित्र में दिखाए अनुसार, जब आप वृत्ताकार प्रोफ़ाइल विकल्प का चयन करते हैं, तो प्रोफ़ाइल स्वचालित रूप से एक वृत्त के रूप में सेट हो जाती है। अब बस इस वृत्त का व्यास निर्धारित करना और पथ के रूप में हेलिक्स का चयन करना बाकी है।.
चूंकि मैं इस स्प्रिंग का उपयोग शॉक एब्जॉर्बर सिस्टम में करूंगा, इसलिए मैं ऊपरी और निचली संपर्क सतहों को वृत्ताकार बना रहा हूं। इसके लिए, आप स्वीप कमांड का उपयोग कर सकते हैं, साथ ही हेलिक्स कमांड में स्प्रिंग व्यास के लिए पहले बनाए गए वृत्त रेखाचित्र का भी उपयोग कर सकते हैं।.
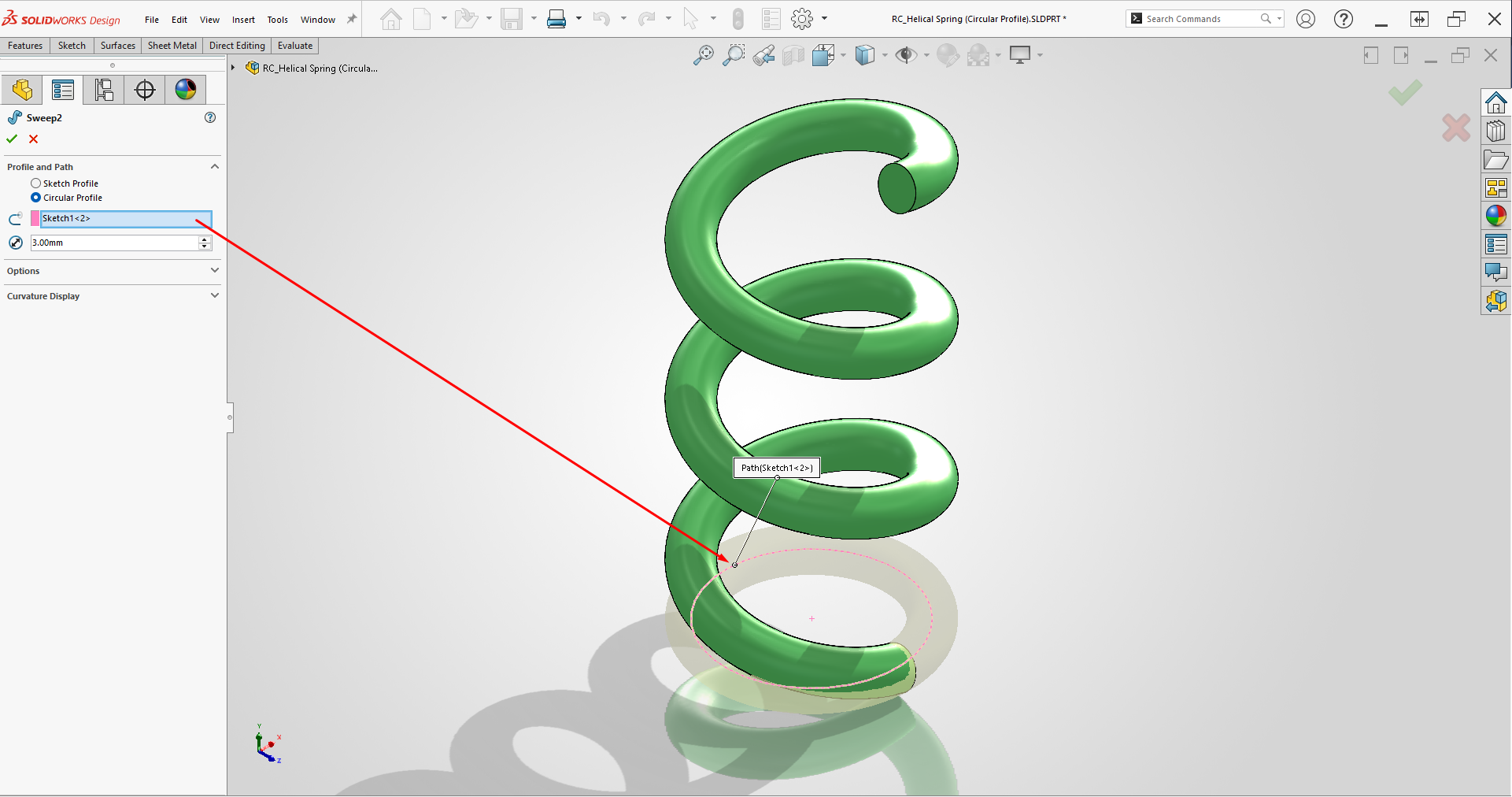
नीचे बनाया गया यह टोरस-आकार का हिस्सा यह सुनिश्चित करेगा कि यह शॉक एब्जॉर्बर पर अपने स्लॉट में ठीक से बैठ जाए। हम मॉडल के मध्य में एक समतल बनाकर और टोरस को ऊपर की ओर प्रतिबिंबित करके स्प्रिंग का अंतिम आकार बनाते हैं।.
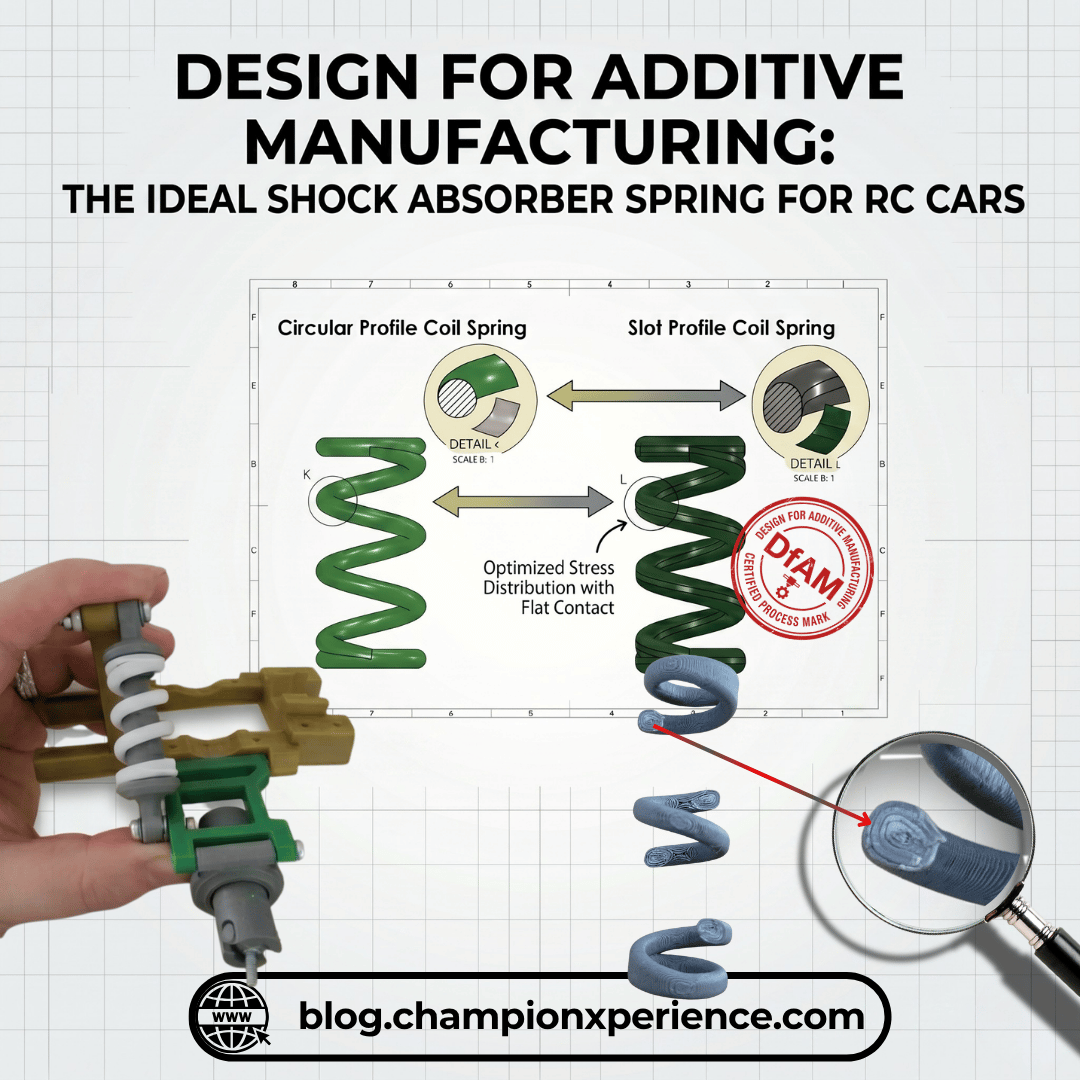
स्लॉट प्रोफाइल कॉइल स्प्रिंग डिजाइन
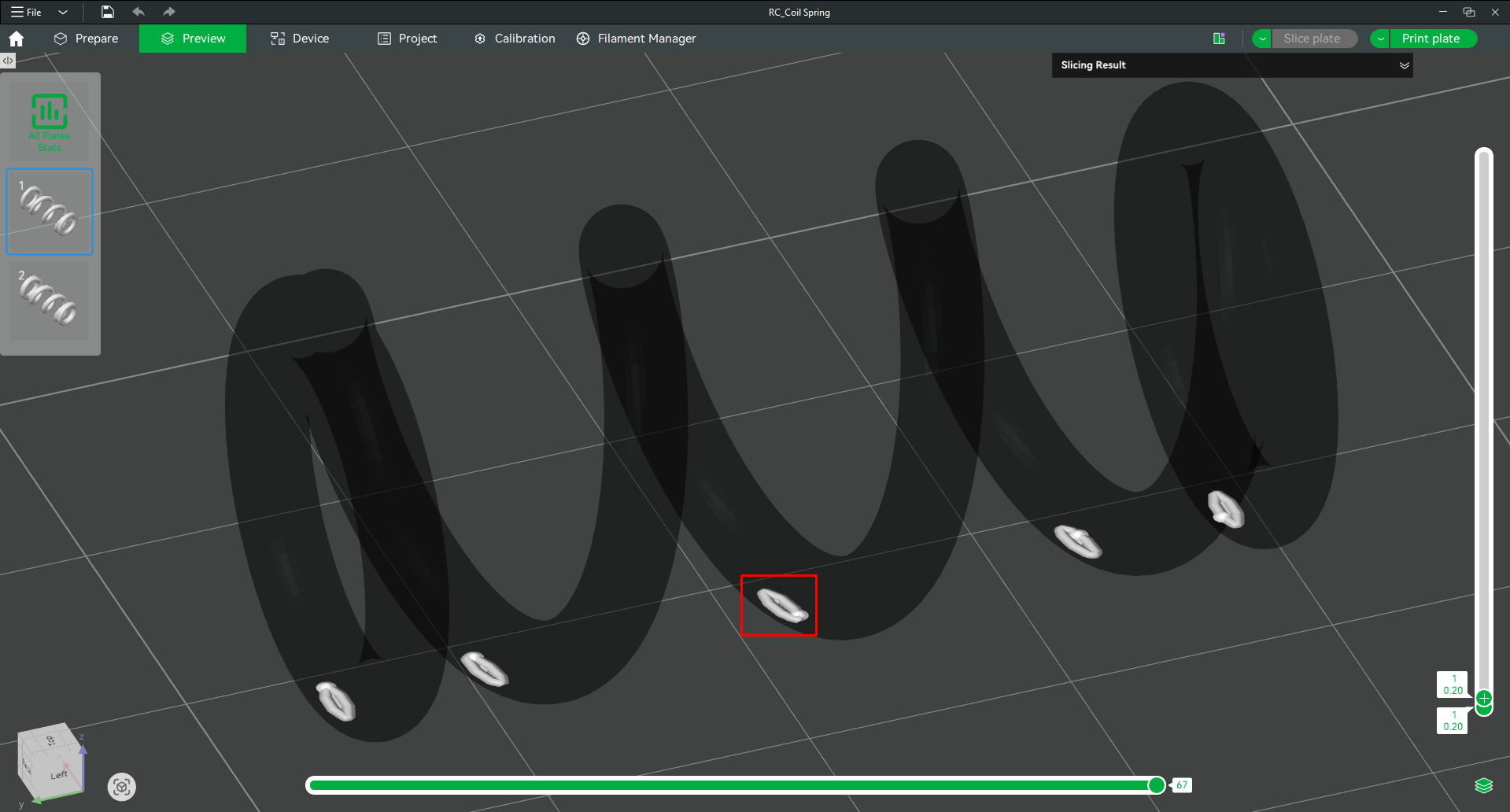
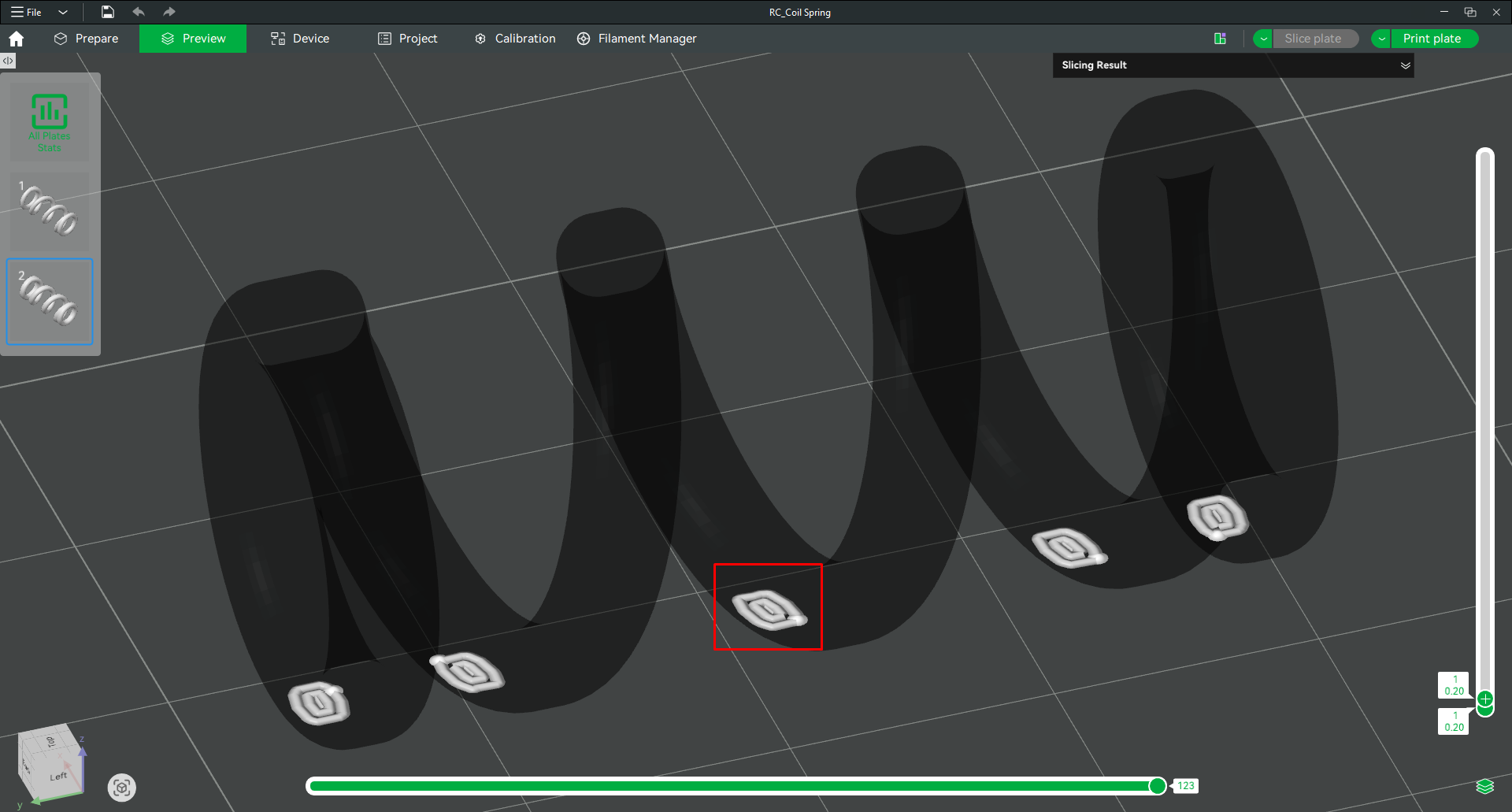
जैसा कि मैंने उदाहरण में दिखाया है, पारंपरिक स्प्रिंग का आकार गोलाकार होता है। जब आप FDM तकनीक का उपयोग करके स्प्रिंग बनाना चाहते हैं, तो आप देखेंगे कि गोलाकार स्प्रिंग का प्रदर्शन उतना अच्छा नहीं होता। विशेष रूप से RC कार में उपयोग होने वाली पतली स्प्रिंग बहुत जल्दी टूट जाती हैं। एक और समस्या यह है कि प्रिंटर बेड के साथ उनका संपर्क क्षेत्र बहुत छोटा होता है, जिससे प्रिंटिंग मुश्किल हो जाती है। जैसा कि मैंने स्लाइसर सॉफ़्टवेयर में दिखाया है, गोलाकार स्प्रिंग की पहली परत का संपर्क क्षेत्र बहुत कम होता है, जिससे प्रिंटिंग कठिन हो जाती है। यहाँ, हम ब्रिम और सपोर्ट जोड़कर इस समस्या का समाधान कर सकते हैं, जिससे बेड पर बेहतर पकड़ बन सके।.
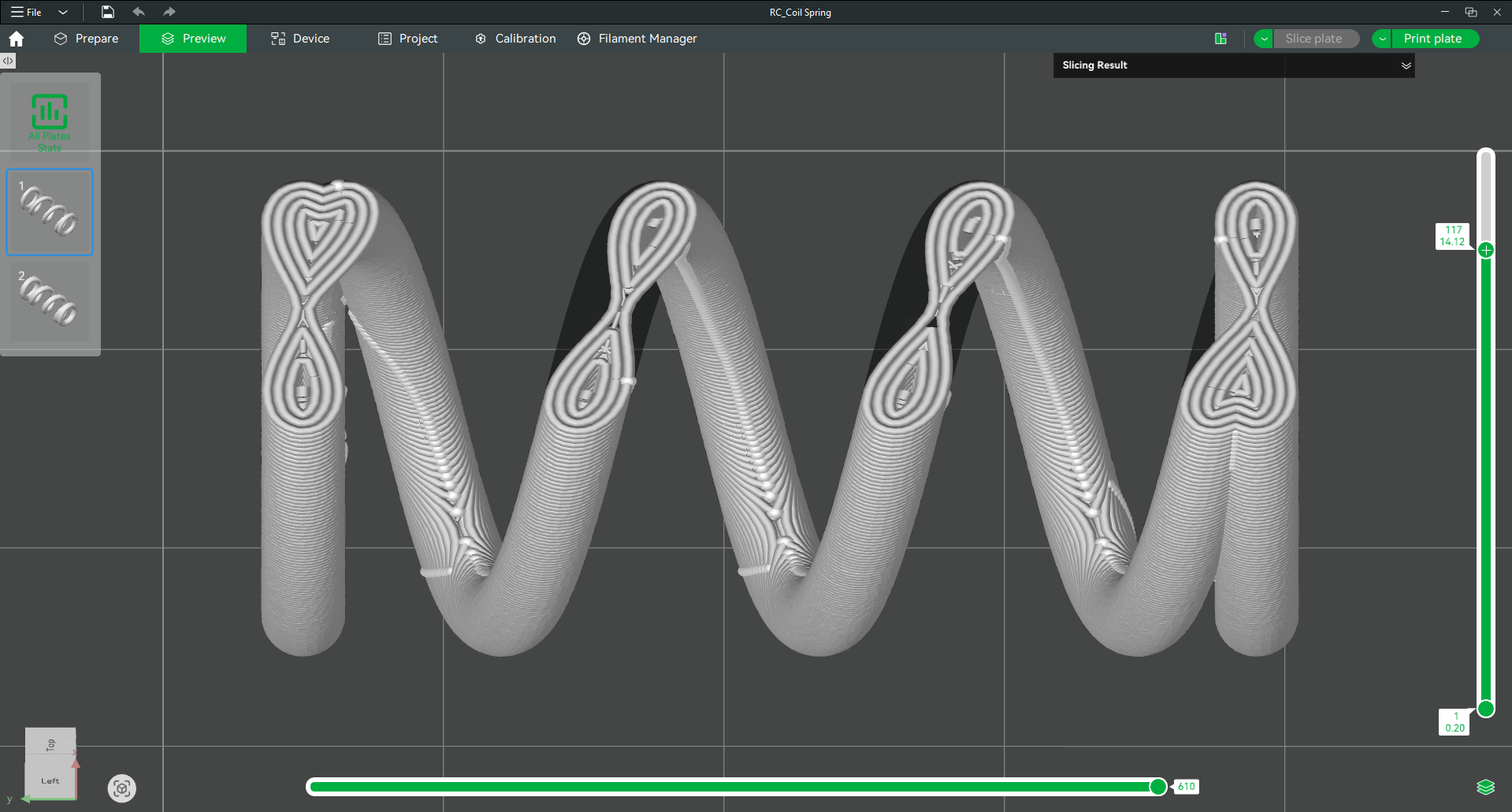
यदि हम उस परत की ऊंचाई पर अनुप्रस्थ काट की जांच करें जहां प्रिंटिंग के बाकी हिस्से के दौरान स्प्रिंग कॉइल एक साथ मिल जाते हैं, तो हम फिर से देख सकते हैं कि बॉन्डिंग बहुत छोटे क्षेत्र में हो रही है।.
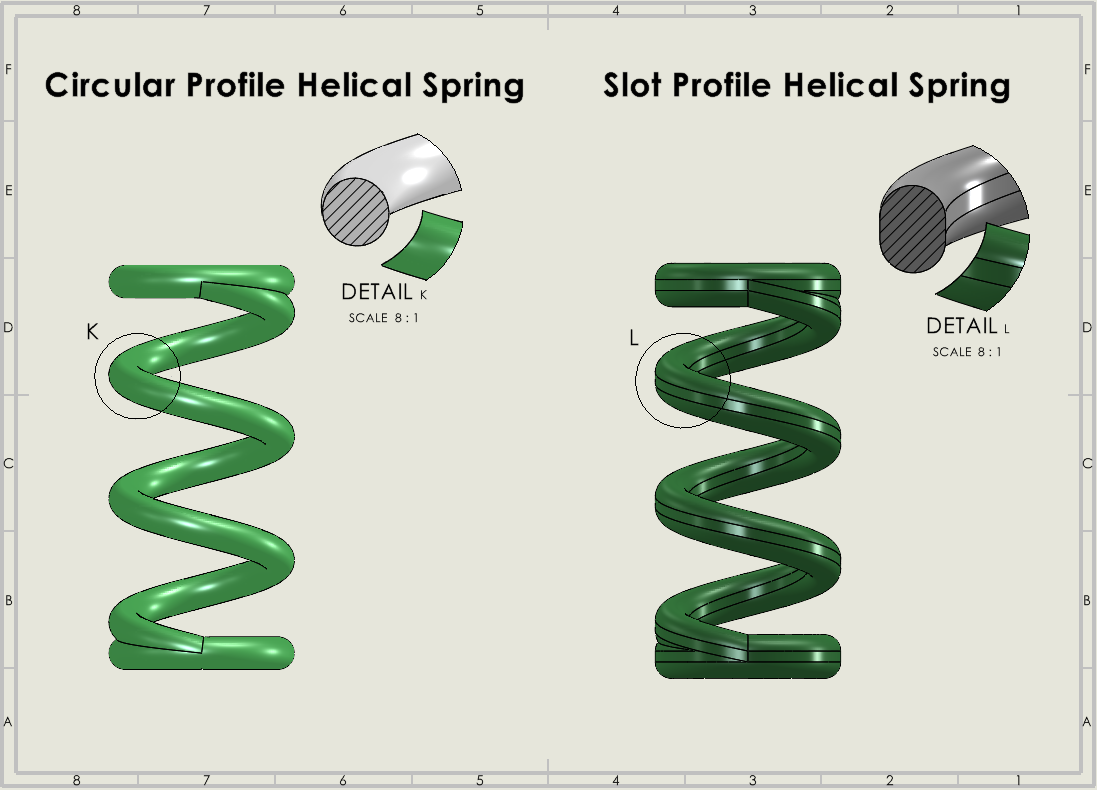
मेरे परीक्षणों के परिणामस्वरूप, मैंने पाया कि सतह पर स्प्रिंग का चिपकना मुश्किल है और कुछ ही बार दबाने के बाद स्प्रिंग टूट जाती है। इस समस्या को दूर करने के लिए, मैंने स्प्रिंग के डिज़ाइन में बदलाव करने का निर्णय लिया। जब मैंने गोलाकार स्प्रिंग के बजाय स्लॉट स्प्रिंग का उपयोग किया, तो सपाट सतहों के कारण सतह पर बेहतर पकड़ और अधिक मजबूत स्प्रिंग प्राप्त हुई। नीचे दिए गए चित्र में मैंने दोनों स्प्रिंग प्रोफाइलों के बीच अंतर दिखाया है।.
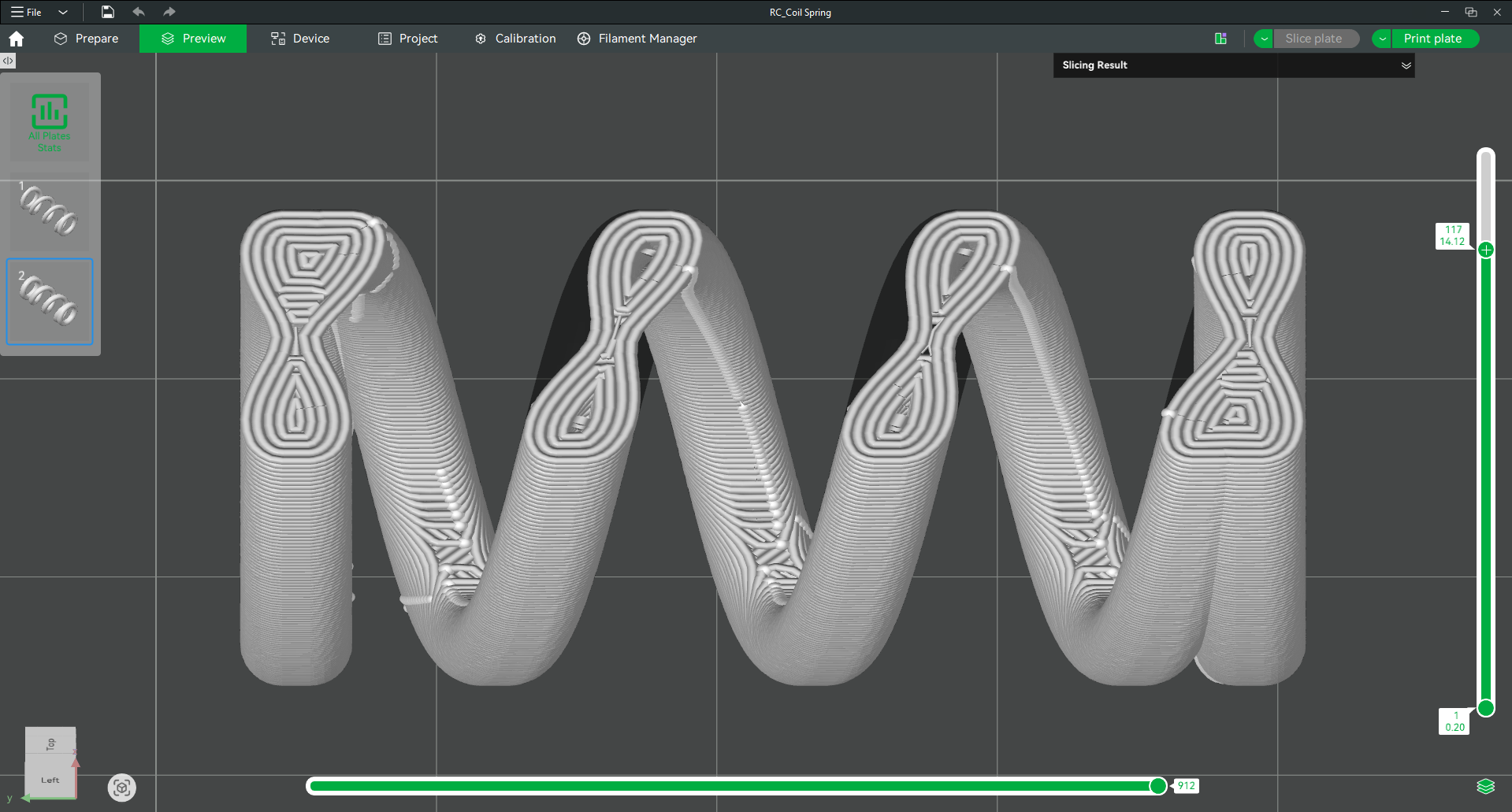
जब हम इसे स्लाइसर सॉफ्टवेयर के माध्यम से देखते हैं, तो आप देख सकते हैं कि गोलाकार प्रोफाइल स्प्रिंग की तुलना में पहली परत में छोटी सपाट सतहें अधिक क्षेत्र को कवर करती हैं।.
यदि हम उस परत की ऊंचाई पर अनुप्रस्थ काट की जांच करें जहां प्रिंटिंग के बाकी हिस्से के दौरान स्प्रिंग कॉइल एक साथ मिल जाते हैं, तो आप देख सकते हैं कि गोलाकार प्रोफ़ाइल की तुलना में बहुत व्यापक सतह पर बॉन्डिंग की जाती है।.
स्प्रिंग के आकार के आधार पर उनकी अलग-अलग मजबूती को देखने के बाद, मैंने खुद से यह सवाल पूछा: गोलाकार आकार वाली स्प्रिंग जल्दी क्यों टूट जाती हैं, जबकि स्लॉट आकार वाली स्प्रिंग सालों तक चलती हैं और टूटती नहीं हैं?
एफडीएम तकनीक और एनिसोट्रॉपी का प्रभाव
इस समस्या का मूल कारण 3D प्रिंटिंग तकनीक में निहित है। मैं FDM तकनीक वाला 3D प्रिंटर इस्तेमाल करता हूँ। FDM तकनीक से बने पुर्जों की संरचना विषमदैशिक (एनिसोट्रोपिक) होती है। तो, विषमदैशिक का क्या अर्थ है? विषमदैशिक संरचना समदैशिक संरचना के ठीक विपरीत व्यवहार करती है। समदैशिक संरचना वाले पदार्थ हर दिशा में एक जैसे यांत्रिक गुण प्रदर्शित करते हैं (इंजेक्शन मोल्डिंग इसका एक उदाहरण है), जबकि विषमदैशिक संरचना वाले पदार्थ हर दिशा में एक जैसे यांत्रिक गुण प्रदर्शित नहीं करते। सरल शब्दों में कहें तो, XY तल में मजबूती और Z अक्ष में अंतरपरत मजबूती एक दूसरे से भिन्न होती हैं।.
वृत्ताकार प्रोफाइल स्प्रिंग्स में: दो अतिव्यापी वृत्ताकार परतों का संपर्क बिंदु स्पर्शरेखा होता है। ज्यामिति के कारण, परतें केवल एक बहुत ही संकीर्ण क्षेत्र में एक दूसरे से चिपकती हैं। यह स्थिति Z अक्ष में एक बहुत कमजोर बंधन बनाती है, और स्प्रिंग के काम करते समय इन संकीर्ण संपर्क सतहों से परतों का पृथक्करण (डीलेमिनेशन) आसानी से शुरू हो जाता है।
स्लॉट प्रोफाइल स्प्रिंग्स में: प्रोफाइल के सपाट भागों के कारण, ओवरलैपिंग परतों की संपर्क सतह काफी चौड़ी होती है। विस्तृत सतह क्षेत्र में बंधे पॉलीमर चेन स्प्रिंग को मोड़ने पर उत्पन्न होने वाले कतरन और मरोड़ बलों के प्रति कहीं अधिक प्रतिरोधी संरचना का निर्माण करते हैं।
मैंने ऊपर दो सबसे स्पष्ट कारण बताए हैं। इनके अलावा, हम कई कारकों को सूचीबद्ध कर सकते हैं जैसे कि स्लाइसर सॉफ़्टवेयर द्वारा बनाए गए टूलपाथ, ओवरहैंग और नॉच प्रभाव।.
तो क्या केवल स्लॉट प्रोफाइल ही पर्याप्त डिज़ाइन है? दरअसल नहीं। जब तक सही फिलामेंट का चयन नहीं किया जाता, यह गोलाकार प्रोफाइल स्प्रिंग की तरह नाजुक हो जाता है। अब, आइए मिलकर टिकाऊपन पर सामग्री के चयन के प्रभाव का अध्ययन करें।.
कॉइल स्प्रिंग के लिए सही सामग्री का चयन करना
मैंने परीक्षण करते समय तीन अलग-अलग सामग्रियों का उपयोग किया: पीएलए, पीईटीजी और एबीएस। इन परीक्षणों को करते समय मैंने अपने स्लॉट प्रोफाइल स्प्रिंग डिज़ाइन का उपयोग किया।.
पीएलए परीक्षण: स्प्रिंग लंबे समय तक अपनी स्प्रिंग जैसी स्थिति बनाए नहीं रख सकी और कुछ समय के उपयोग के बाद (कम समय में), पहले उसमें दरार पड़ गई और फिर वह पूरी तरह से टूट गई।
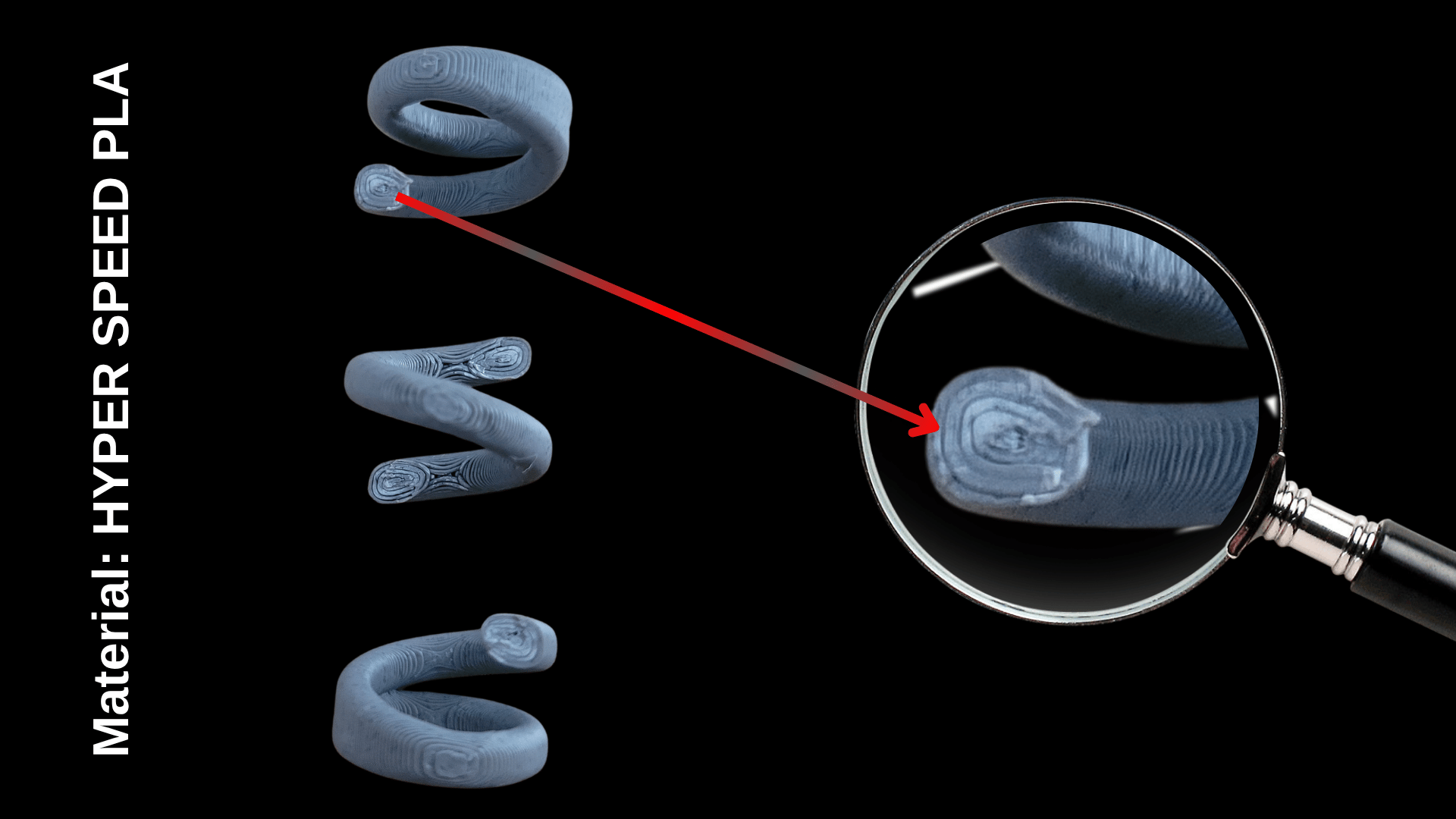
चित्र में, मैंने लेंस के नीचे फ्रैक्चर सतह को बारीकी से दिखाया है। फ्रैक्चर सतह पूरी तरह से सपाट है, मानो इसे चाकू से काटा गया हो। आप देख सकते हैं कि किनारों पर तनाव के कारण सफेदी, फैलाव या सिकुड़न का कोई निशान नहीं है, जिससे यह पता चले कि टूटने से पहले सामग्री में कोई बदलाव नहीं हुआ। इससे पता चलता है कि PLA लचीलापन सहन नहीं कर सकता और अपनी सीमा तक पहुँचने पर अचानक कांच की तरह चटक जाता है।.
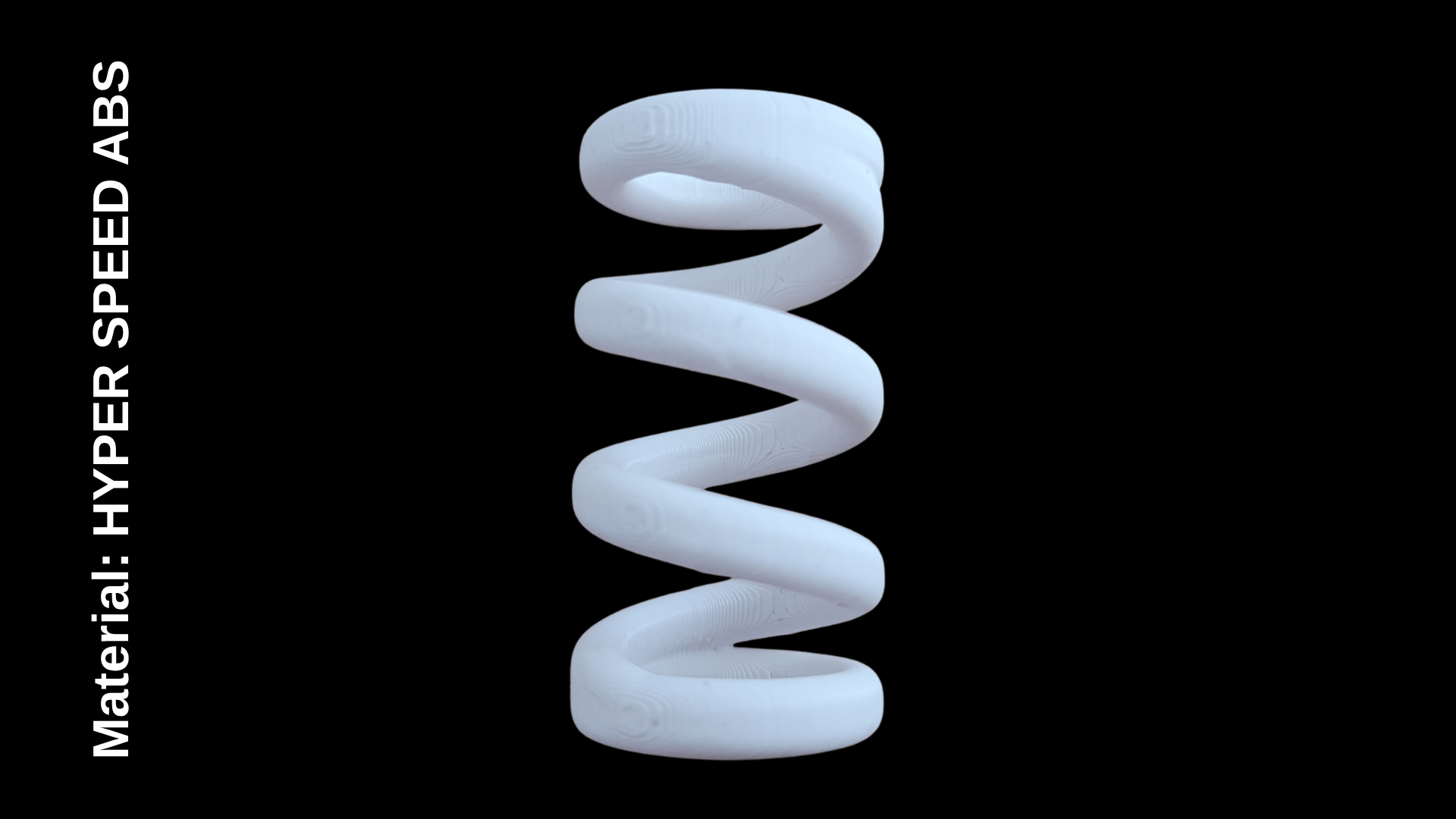
ABS परीक्षण: स्प्रिंग अभी भी अपनी सामान्य स्थिति में है। किसी भी प्रकार की खराबी होने पर, मैं छवि को अपडेट करूँगा और आवश्यक जानकारी आपके साथ साझा करूँगा।
लेकिन PLA असफल क्यों हुआ जबकि ABS सफल रहा? PLA स्वभाव से ही भंगुर पदार्थ है। दूसरी ओर, ABS एक तन्य पदार्थ है।.
सामग्री संरचना के आधार पर पीएलए बनाम एबीएस
- पीएलए लचीलेपन को अच्छी तरह सहन नहीं करता है।.
- इसकी यील्ड स्ट्रेंथ एबीएस की तुलना में अधिक है।.
- जब लचीली गतियां लागू की जाती हैं, तो पॉलिमर श्रृंखलाओं के बीच सूक्ष्म दरारें बन जाती हैं, और ये दरारें तेजी से फैलती हैं, जिससे एक ऐसी संरचना बनती है जो अचानक कांच की तरह टूट जाती है।.
- इसमें टूटने पर 6% से 10% तक का बढ़ाव होता है।.
- एबीएस में मौजूद पॉलीब्यूटाडीन घटक इसे लचीलापन और झटके को अवशोषित करने की क्षमता प्रदान करता है।.
- इसकी लचीली क्षमता इतनी प्रबल है कि बार-बार मोड़ने पर भी इसमें सूक्ष्म दरारें पड़ने की संभावना बहुत कम होती है। यह ऊर्जा को अवशोषित कर लेता है और अपनी मूल आकृति में वापस आ जाता है।.
- इसमें टूटने पर 20% से 40% तक का बढ़ाव होता है।.
मुद्रण स्थितियों के आधार पर पीएलए बनाम एबीएस
- पीएलए ओपन-सिस्टम प्रिंटर सहित कई प्रिंटरों पर आसानी से प्रिंटिंग की सुविधा प्रदान करता है।.
- पार्ट कूलिंग फैन 100% क्षमता पर चलता है। नई पीढ़ी के हाई-स्पीड प्रिंटरों में, सहायक साइड फैन भी ज़बरदस्त कूलिंग प्रदान करता है। जैसे ही नोजल पिघले हुए प्लास्टिक को पिछली परत पर डालता है, प्लास्टिक कुछ ही सेकंडों में तेज़ी से ठंडा होकर जम जाता है। इस स्थिति में, ऊपरी परत निचली परत से केवल सतही रूप से चिपकती है। वे आणविक स्तर पर आपस में नहीं जुड़तीं।.
- ABS प्रिंटिंग के लिए बंद प्रिंटर और चैंबर के अंदर परिवेशी तापमान को एक निश्चित स्तर पर बनाए रखना आवश्यक है। (हो सकता है कि आप खुले फ्रेम वाले प्रिंटर पर ABS प्रिंट कर रहे हों, लेकिन यह ध्यान रखना महत्वपूर्ण है कि इसका मतलब यह नहीं है कि आप ABS के गुणों का पूरी तरह से उपयोग कर रहे हैं।)
- ABS की प्रिंटिंग करते समय, चैंबर का तापमान 45-60 डिग्री सेल्सियस के बीच रखा जाता है और साइड फैन बंद कर दिया जाता है। पार्ट कूलिंग फैन या तो बंद रहता है या धीमी गति से चलता है। जब नोजल नई परत बिछाता है, तो नीचे की परत गर्म होने के कारण (उसके ग्लास ट्रांजिशन तापमान के करीब) वह ऊपर से आने वाले गर्म प्लास्टिक की गर्मी से थोड़ी पिघल जाती है। इस स्थिति में, ऊपर और नीचे की परतों की पॉलीमर श्रृंखलाएं एक-दूसरे में प्रवेश कर उलझ जाती हैं।.
संक्षेप में, जहां PLA उन प्रोटोटाइपों के लिए एक बढ़िया विकल्प है जो डिस्प्ले शेल्फ पर रखे जाएंगे या स्थिर भार के अधीन रहेंगे, वहीं ABS तब बेहतर विकल्प होगा जब यांत्रिक व्यवहार से जुड़े गतिशील भार शामिल हों।.
पीईटीजी का प्रदर्शन (मध्यम मार्ग)
मैंने PETG के लिए कोई नया परीक्षण नहीं किया। क्योंकि जब मैंने वर्षों पहले अपना RC कार प्रोजेक्ट बनाया था, तब मैंने PLA के बजाय PETG का इस्तेमाल किया था। हालांकि यह लंबे समय तक ठीक से काम करता रहा, लेकिन एक निश्चित अवधि के बाद इसकी लोच खत्म हो गई।.
PETG, PLA और ABS के बीच की श्रेणी में आता है। PLA की तुलना में यह अधिक लचीला होता है, जबकि ABS की तुलना में अधिक भंगुर होता है। ABS की तुलना में इसे प्रिंट करना आसान होता है।.
तो, मैं यह सवाल पूछता हूँ: स्प्रिंग के नरम या कठोर होने का निर्धारण कैसे होता है? क्या यह केवल सामग्री के चयन पर निर्भर करता है? उत्तर है नहीं। सामग्री का चयन भी एक कारक है। ऐसे में, आइए देखें कि स्प्रिंग रेट मान, जो स्प्रिंग की कठोरता या नरमता को दर्शाता है, की गणना कैसे की जाती है।.
स्प्रिंग रेट की गणना कैसे करें?
किसी स्प्रिंग की कठोरता या कोमलता कई कारकों पर निर्भर करती है। तार का व्यास (d), कुंडल का औसत व्यास (D), सक्रिय कुंडलियों की संख्या (n), और पदार्थ का अपरूपण मापांक (G) जैसे कारक स्प्रिंग दर निर्धारित करते हैं। आप निम्नलिखित सूत्र का उपयोग करके स्प्रिंग दर की गणना कर सकते हैं:
$$k = \frac{G \cdot d^4}{8 \cdot n \cdot D^3}$$
तो, यह स्प्रिंग रेट क्या है?
स्प्रिंग रेट (k) स्प्रिंग को 1 मिमी तक संपीड़ित करने के लिए आवश्यक बल को दर्शाता है। k का मान जितना कम होगा, स्प्रिंग उतनी ही नरम होगी, और k का मान जितना अधिक होगा, स्प्रिंग उतनी ही कठोर होगी।.
हैंडलिंग विशेषताएँ: नरम बनाम कठोर स्प्रिंग
नरम स्प्रिंग और कठोर स्प्रिंग के बीच अंतर को समझने के लिए, हमें उनके विशिष्ट प्रभावों का अध्ययन करना होगा:
- सॉफ्ट स्प्रिंग्स: ट्रैक्शन को अधिकतम करते हैं और प्रतिक्रियाओं को अधिक अनुमानित बनाते हैं, लेकिन स्टीयरिंग की सटीकता कम हो जाती है (सुस्त महसूस होता है)।
- कठोर स्प्रिंग्स (स्टिफ स्प्रिंग्स): ये स्टीयरिंग की प्रतिक्रिया को तेज (स्नैपी रिस्पॉन्स) बनाते हैं और चेसिस की स्थिरता बढ़ाते हैं, लेकिन ये उबड़-खाबड़ सतहों पर चेसिस को उछाल सकते हैं, जिससे ट्रैक्शन पूरी तरह खत्म हो जाता है।
सुनहरा नियम: मोटरस्पोर्ट्स और आरसी ट्रैक ट्यूनिंग में आम तौर पर स्वीकृत इंजीनियरिंग दृष्टिकोण यह है: "जितना संभव हो उतना नरम स्प्रिंग का उपयोग करें जो इतना कठोर हो कि उच्च ग्रिप के तहत वाहन को नीचे से टकराने और पलटने से रोक सके।" अत्यधिक कठोर सस्पेंशन सिस्टम का मतलब हमेशा यांत्रिक ग्रिप का त्याग करना होता है।
यह गणना मानक स्प्रिंग के लिए मान्य है, यानी गोलाकार आकार वाली स्प्रिंग के लिए। स्लॉट आकार वाली स्प्रिंग की गणना निम्नलिखित सूत्र का उपयोग करके की जाती है:
$$k = \frac{4 \cdot G \cdot J}{\pi \cdot n \cdot D^3}$$
$$J \cong \frac{A^4}{40 \cdot I_p}$$
मैं यहाँ गणनाओं की विस्तृत जानकारी नहीं दूंगा। यदि आप में से किसी को जानने की उत्सुकता हो, तो मैं अपने ब्लॉग पोस्ट को अपडेट करके विवरण जोड़ सकता हूँ। अभी हमारा मुख्य उद्देश्य 3D प्रिंटिंग के लिए सबसे सटीक स्प्रिंग डिज़ाइन बनाना सिखाना है। इसलिए, मैं केवल गणनाओं के परिणाम प्रस्तुत करूँगा।.
गणना करने के लिए, हमें सामग्रियों के अपरूपण मापांक (G) मानों की भी आवश्यकता होती है। इंटरनेट पर किए गए मेरे शोध के अनुसार, मुझे औसत G मान के लिए निम्नलिखित मान प्राप्त हुए:
- पीएलए: 1100 एमपीए
- पीईटीजी: 800 एमपीए
- एबीएस: 750 एमपीए
वृत्ताकार प्रोफ़ाइल स्प्रिंग दर
डिजाइन विनिर्देश:
- विकल्प 1: कुंडलियों की संख्या 4, लंबाई 31 मिमी, औसत कुंडल व्यास 14 मिमी, तार का व्यास 3 मिमी
- विकल्प 2: कुंडलियों की संख्या 3, लंबाई 38 मिमी, औसत कुंडल व्यास 14 मिमी, तार का व्यास 3 मिमी
- प्रयुक्त सूत्र:
$$k = \frac{G \cdot d^4}{8 \cdot n \cdot D^3}$$
| सामग्री | विकल्प 1 (k) | विकल्प 2 (k) | कठोरता वृद्धि दर |
| प्ला | 1.01 एन/मिमी | 1.35 एन/मिमी | %33.6 |
| पीईटीजी | 0.74 एन/मिमी | 0.98 एन/मिमी | %32.4 |
| पेट | 0.69 एन/मिमी | 0.92 एन/मिमी | %33.3 |
परिणामों की जांच करने पर पता चलता है कि कॉइल्स की संख्या घटने पर स्प्रिंग की कठोरता औसतन 33% बढ़ जाती है। यह भी देखा जा सकता है कि PLA से मुद्रित 4-कॉइल स्प्रिंग ABS से मुद्रित स्प्रिंग की तुलना में अधिक कठोर होती है। भले ही कॉइल्स की संख्या बढ़ाकर स्प्रिंग की कठोरता को कम करने का लक्ष्य हो, फिर भी सामग्री का प्रभाव कहीं अधिक प्रभावी रहता है।.
स्लॉट प्रोफ़ाइल स्प्रिंग दर
डिजाइन विनिर्देश:
- पुराना डिज़ाइन: कुंडलियों की संख्या 4, लंबाई 31 मिमी, औसत कुंडल व्यास 14 मिमी
- नया डिज़ाइन: कुंडलियों की संख्या 3, लंबाई 38 मिमी, औसत कुंडल व्यास 14 मिमी
- प्रयुक्त सूत्र:
$$k = \frac{4 \cdot G \cdot J}{\pi \cdot n \cdot D^3}$$
चूंकि यह एक वृत्ताकार स्प्रिंग प्रोफाइल नहीं है, इसलिए स्प्रिंग प्रोफाइल के अनुप्रस्थ काट क्षेत्रफल की गणना करना आवश्यक है। स्लॉट प्रोफाइल में दो अर्धवृत्ताकार क्षेत्र और एक आयताकार क्षेत्र शामिल हैं। आवश्यक गणना करने पर, क्षेत्रफल (A) 10.68 मिमी² पाया गया।.
| सामग्री | पुराना डिज़ाइन (k) | नया डिज़ाइन (k) | कठोरता वृद्धि दर |
| प्ला | 1.96 एन/मिमी | 2.62 एन/मिमी | %33.6 |
| पीईटीजी | 1.43 एन/मिमी | 1.90 एन/मिमी | %32.4 |
| पेट | 1.34 एन/मिमी | 1.78 एन/मिमी | %33.3 |
यदि हम ABS और गोलाकार प्रोफाइल स्प्रिंग के परिणामों की तुलना करें, तो 4-कॉइल स्प्रिंग का बल 0.69 N/mm से बढ़कर 1.34 N/mm हो गया। स्लॉट प्रोफाइल द्वारा निर्मित विस्तृत अनुप्रस्थ काट क्षेत्रफल ने स्प्रिंग बल में 94% की वृद्धि प्रदान की। स्वाभाविक रूप से, इससे स्प्रिंग अधिक कठोर हो गई।.
पहले मैं PETG फिलामेंट से बनी 4-कॉइल वाली स्प्रिंग का उपयोग कर रहा था और मैंने k का मान 1.43 N/mm परिकलित किया था। अपने नए डिज़ाइन में, मैंने कॉइल्स की संख्या घटाकर 3 कर दी और ABS को सामग्री के रूप में चुना। k का मान 1.78 N/mm हो गया। पुराने और नए डिज़ाइन के बीच स्प्रिंग रेट में 24.5% की वृद्धि हुई।.
कॉइल स्प्रिंग की गति और थकान जीवन को अनुकूलित करना
नए डिज़ाइन में कॉइल्स की संख्या कम करके और स्प्रिंग की कुल लंबाई बढ़ाकर बेहतर परिचालन गति प्राप्त की गई है। पुराने कॉन्फ़िगरेशन में 4 सक्रिय और 2 निष्क्रिय कॉइल्स थीं, जिनकी कुल स्प्रिंग लंबाई 31 मिमी थी। तुलनात्मक रूप से, नए संस्करण में सक्रिय कॉइल्स की संख्या घटाकर 3 कर दी गई है, जबकि निष्क्रिय कॉइल्स की संख्या 2 ही रखी गई है, जिससे स्प्रिंग की कुल लंबाई 38 मिमी हो गई है। दोनों कॉन्फ़िगरेशन के लिए, स्लॉट की प्रोफ़ाइल मोटाई 4 मिमी ही रहती है।.
पुराना डिज़ाइन: स्प्रिंग यात्रा गणना
$$L_s = 6 कॉइल × 4 मिमी = 24 मिमी (स्प्रिंग की ठोस लंबाई)}$$
$$S_{max} = 31 मिमी – 24 मिमी = 7 मिमी (अधिकतम सैद्धांतिक यात्रा)}$$
$$S_a = 4 सक्रिय कॉइल × 0.1 × 4 मिमी = 1.6 मिमी (न्यूनतम सुरक्षा क्लीयरेंस)}$$
$$S_{net} = 7 मिमी – 1.6 मिमी = 5.4 मिमी (सुरक्षित यात्रा जिसके भीतर स्प्रिंग काम कर सकता है)}$$
नया डिज़ाइन: स्प्रिंग यात्रा गणना
$$L_s = 5 कॉइल × 4 मिमी = 20 मिमी (स्प्रिंग की ठोस लंबाई)}$$
$$S_{max} = 38 मिमी – 20 मिमी = 18 मिमी (अधिकतम सैद्धांतिक यात्रा)}$$
$$S_a = 3 सक्रिय कॉइल × 0.1 × 4 मिमी = 1.2 मिमी (न्यूनतम सुरक्षा क्लीयरेंस)}$$
$$S_{net} = 18 मिमी – 1.2 मिमी = 16.8 मिमी (सुरक्षित यात्रा जिसके भीतर स्प्रिंग काम कर सकता है)}$$
इन निर्धारित विशिष्टताओं के आधार पर, शॉक एब्जॉर्बर के डिज़ाइन में आवश्यक बदलाव भी किए गए ताकि संपीड़न के दौरान कॉइल आपस में न टकराएं। तो, इस बदलाव का क्या लाभ हुआ?
जब पुराने और नए डिज़ाइन को समान मात्रा में संपीड़ित किया जाता है, उदाहरण के लिए, 4 मिमी, तो पुरानी स्प्रिंग में कुल क्षमता की स्ट्रोक उपयोग दर 74% होती है, जबकि नई स्प्रिंग में यह 23% होती है। इससे एक आरामदायक परिचालन सीमा मिलती है और स्प्रिंग के फटीग लाइफ में उल्लेखनीय सुधार होता है। पुरानी स्प्रिंग में पॉलीमर चेन पर तनाव का स्तर अधिक होता है, जबकि नई स्प्रिंग में यह काफी कम होता है। इससे यह लंबे समय तक काम कर पाती है। पुरानी स्प्रिंग में अचानक झटकों के दौरान कॉइल बाइंड होने की संभावना अधिक होती है, जिसका अर्थ है कि स्प्रिंग पूरी तरह से संपीड़ित हो जाती है और कॉइल आपस में टकराकर अचानक लॉक हो जाती हैं। नई स्प्रिंग में अचानक झटकों को अवशोषित करने के लिए आवश्यक स्ट्रोक क्लीयरेंस होता है। चूंकि पुरानी स्प्रिंग में स्ट्रोक क्लीयरेंस कम होता है, इसलिए यह कठोर रूप से काम करती है, और शॉक एब्जॉर्बर पर पड़ने वाले झटके चेसिस पर महसूस होते हैं। नई स्प्रिंग में स्ट्रोक क्लीयरेंस अधिक होने के कारण, एक सहज और अधिक अनुमानित प्रतिक्रिया प्राप्त होती है।.
निष्कर्ष — मॉडल तक पहुंचें
इस ब्लॉग पोस्ट में, मैंने 3D प्रिंटिंग के लिए स्प्रिंग डिज़ाइन के बारे में अपने अनुभव साझा किए हैं। यदि आपके पास RC कार है और आप अपने 3D प्रिंटर से स्प्रिंग प्रिंट करके उपयोग करना चाहते हैं, तो यह ब्लॉग आपके लिए एक मार्गदर्शक साबित हो सकता है। यदि आपको डिज़ाइन का अनुभव नहीं है और आप अपनी RC कार के लिए प्रिंट-रेडी 3D मॉडल की तलाश में हैं, तो आप नीचे दिए गए लिंक के माध्यम से मेरा डिज़ाइन उपयोग कर सकते हैं। इसके अलावा, आप इसे सीमित समय के लिए बहुत ही किफायती कीमत पर खरीद सकते हैं।.
छूट का लाभ उठाने के लिए लिंक पर क्लिक करें: आरसी कार के लिए शॉक एब्जॉर्बर
सह-संस्थापक के ChampionXperience
Ridvan Polat एक SOLIDWORKS एलीट एप्लीकेशन इंजीनियर, ChampionXperienceके संस्थापक और SOLIDWORKS, ENOVIAऔर 3DEXPERIENCE एक मान्यता प्राप्त चैंपियन हैं। वे CATIA और ENOVIA तकनीकी सहायता और 3DEXPERIENCE प्रारंभिक अनुकूलन में विशेषज्ञता रखते हैं, और संगठनों को पीएलएम वर्कफ़्लो को अनुकूलित करने में मदद करते हैं।.
की नवीनतम पोस्ट Rıdvan Polat (सभी देखें)
- एडिटिव मैन्युफैक्चरिंग के लिए डिज़ाइन: आरसी कारों के लिए आदर्श शॉक एब्जॉर्बर स्प्रिंग - 19 मई 2026
- डीएस लाइसेंस सर्वर कैसे स्थापित करें - 13 फरवरी 2026
- कैसे इंस्टॉल करें CATIA V5 को - 13 फरवरी 2026
सदस्यता लें
0 टिप्पणियाँ
सबसे पुराने
