
© 2023 Erstellt blog.championxperience.comchampionxperience.com
Die Schraubenfeder des Stoßdämpfers meines RC-Cars, die ich zuvor mit SolidWorks und xDesign konstruiert und mit einem 3D-Drucker gefertigt hatte, ist verschlissen. Die aus PETG-Filament gedruckte Feder hatte ihre Elastizität verloren. Ihre Federrate war zu niedrig. Im Zuge der Überarbeitung des RC-Cars beschloss ich, auch dieses Bauteil zu verbessern. Mein Ziel war es, den Federweg zu vergrößern und eine Feder mit höherer Federrate zu erhalten. Dieser Verbesserungsprozess entwickelte sich zu einer kompletten Anwendung für die additive Fertigung (DfAM). In diesem Blogbeitrag werden wir alles detailliert untersuchen: von der optimalen Konstruktion einer Schraubenfeder für den 3D-Druck über die Abhängigkeiten der Federrate bis hin zu den geeigneten Filamenten.
Wie konstruiert man eine Schraubenfeder?
Ich kann sagen, dass die Konstruktion von Federn in vielen CAD-Programmen, mit denen ich gearbeitet habe, nahezu identisch ist. Man benötigt zwei Dinge: eine Kreisskizze, die den Durchmesser der Feder bestimmt, und den Befehl für Helix/Spirale, der der Feder ihre spiralförmige Gestalt verleiht.
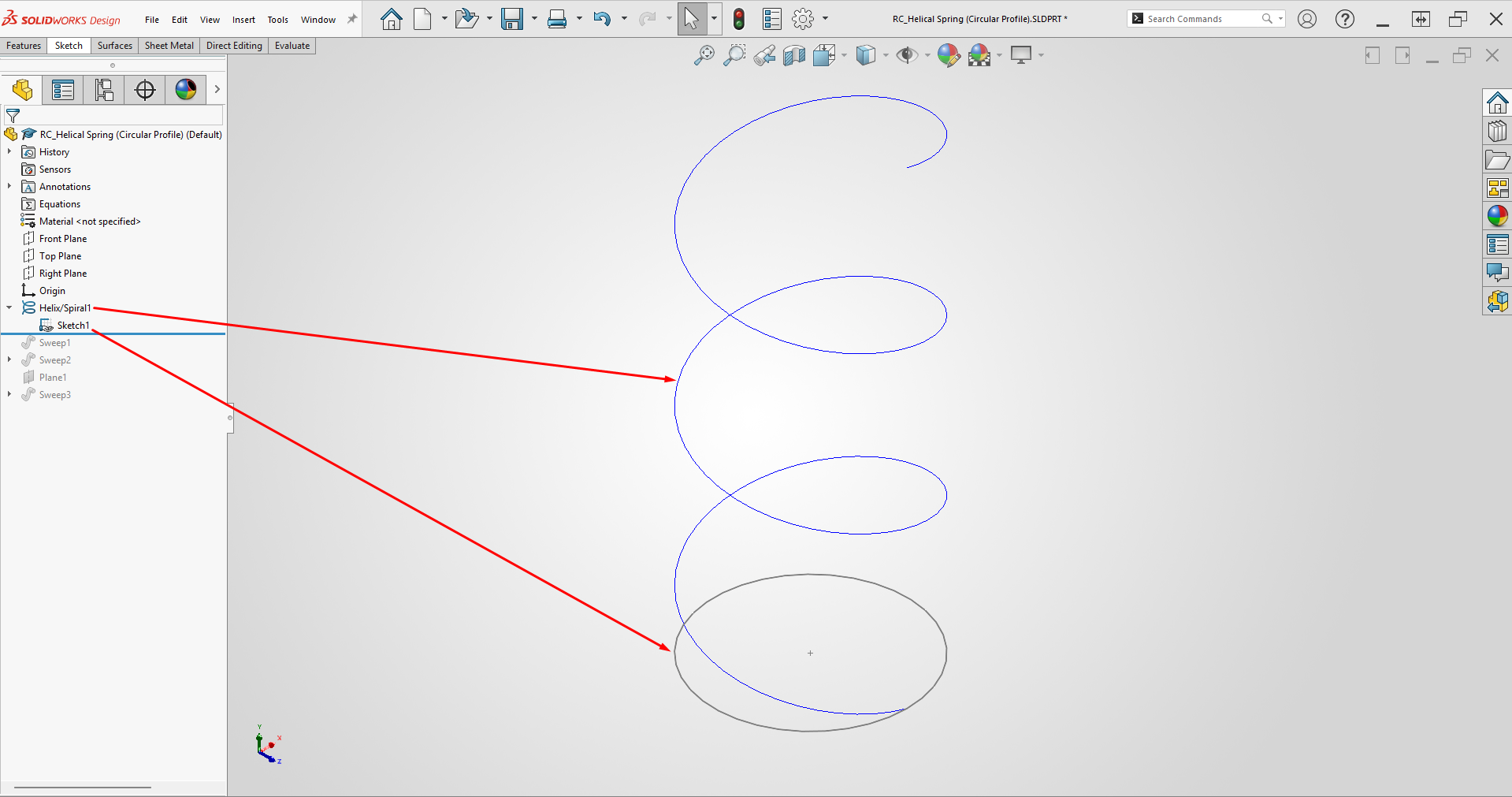
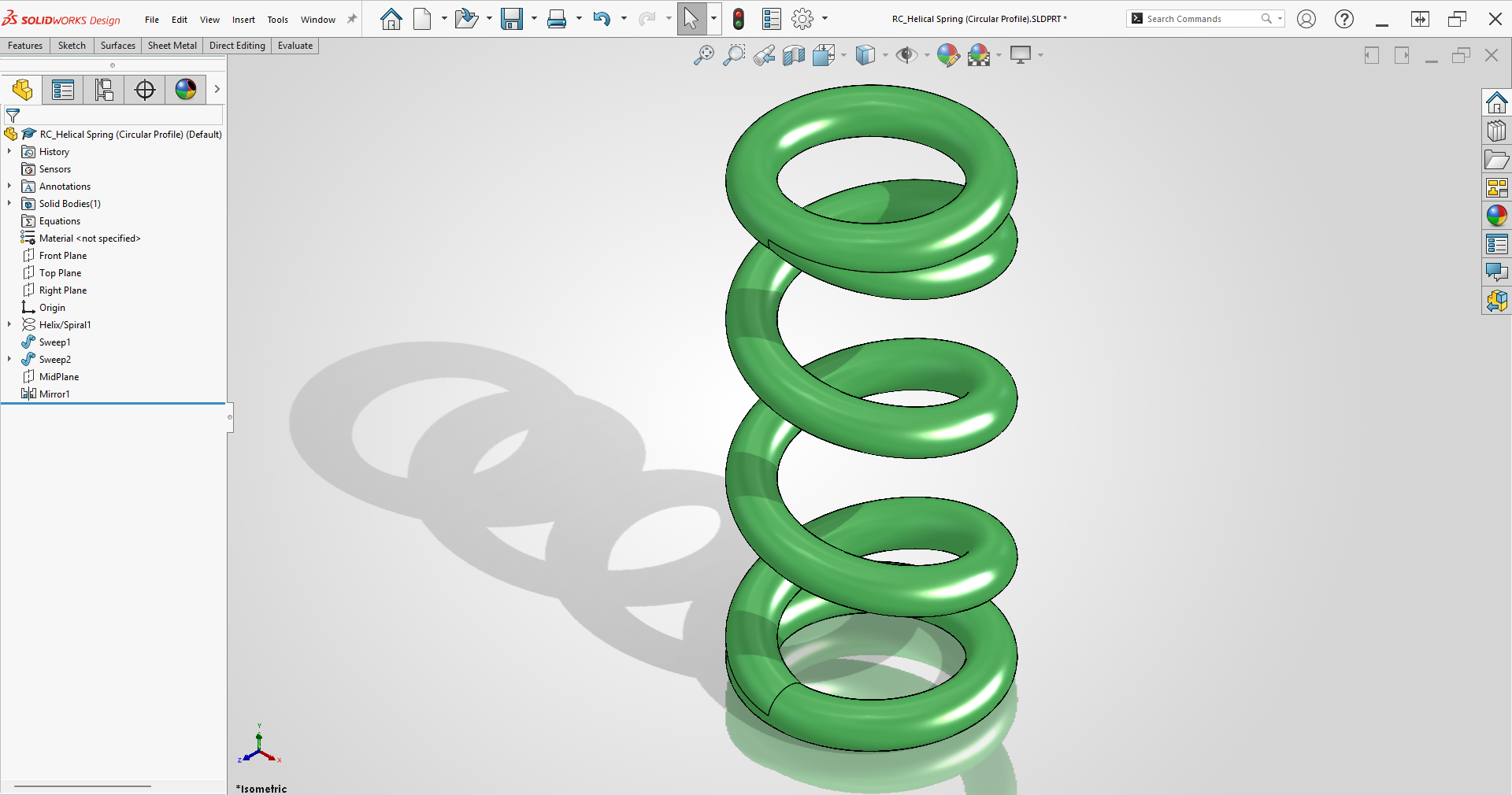
Die nächsten Schritte können je nach verwendetem Konstruktionsprogramm variieren. Wir verwenden hier die SOLIDWORKS -Befehle. Um die Volumenform der Feder zu erstellen, benötigen wir ein Federprofil. Anschließend können Sie die 3D-Form der Feder erstellen, indem Sie das Profil und den Pfad (hier die Helix) mit dem Befehl „Sweep“ auswählen. Da Schraubenfederprofile jedoch in der Regel kreisförmig sind und die Option für ein kreisförmiges Profil im SOLIDWORKS -Befehl „Sweep“ bereits verfügbar ist, müssen Sie kein Profil erstellen.
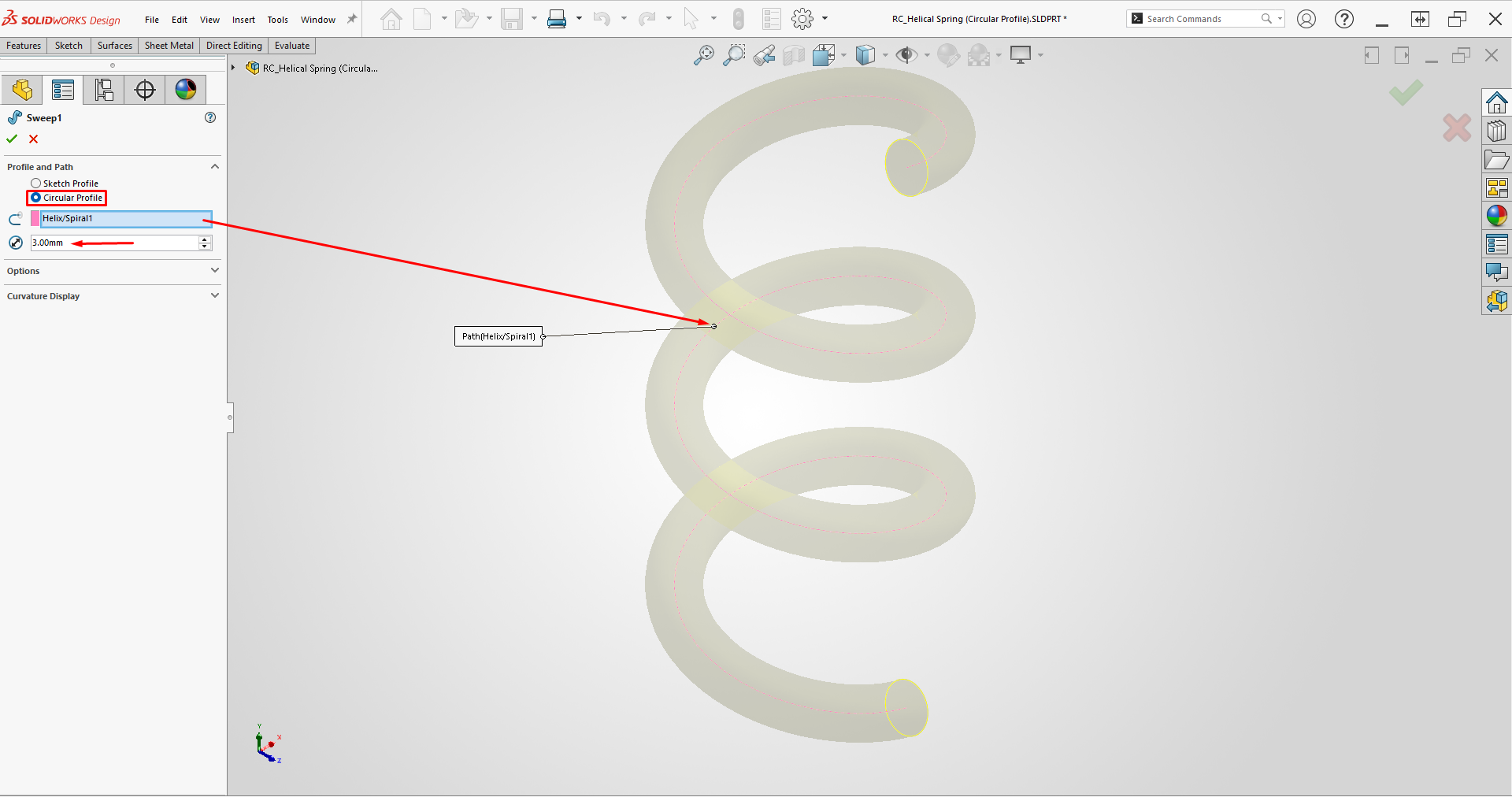
Wie in der obigen Abbildung dargestellt, wird beim Auswählen der Option „Kreisförmiges Profil“ das Profil automatisch als Kreis festgelegt. Anschließend muss lediglich der Durchmesser dieses Kreises bestimmt und die Helix als Pfad ausgewählt werden.
Da ich diese Feder in einem Stoßdämpfersystem verwenden werde, gestalte ich die oberen und unteren Kontaktflächen kreisförmig. Dazu können Sie den Befehl „Sweep“ zusammen mit der Kreisskizze verwenden, die wir zuvor für den Federdurchmesser im Befehl „Helix“ erstellt haben.
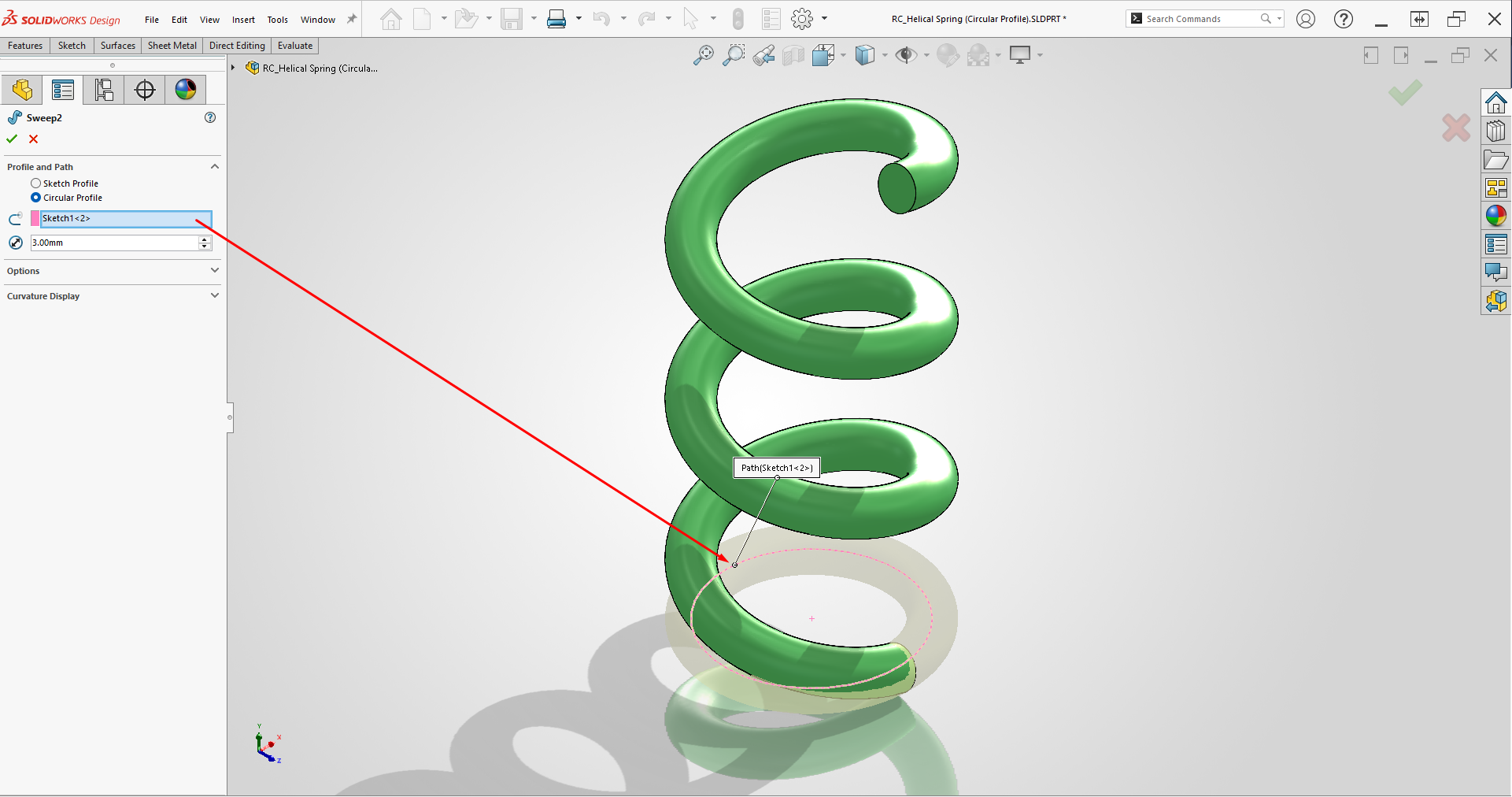
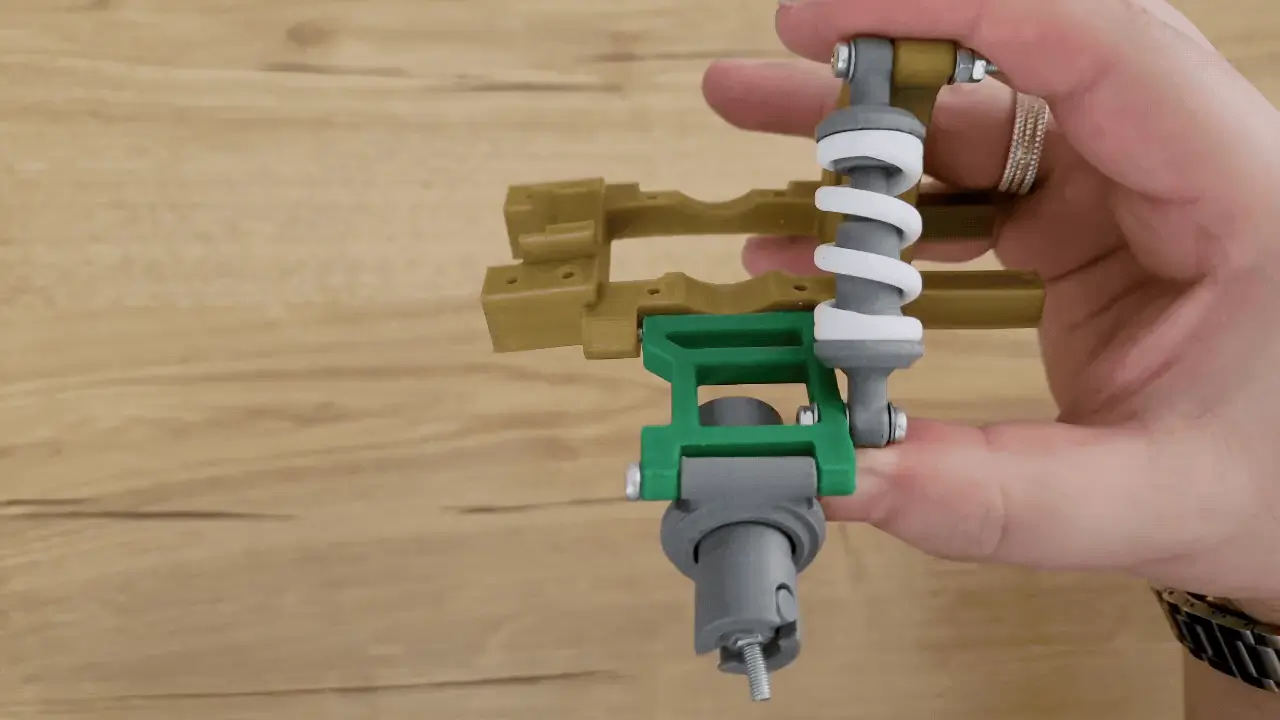
Das unten angebrachte, torusförmige Teil sorgt für den korrekten Sitz in der Aussparung des Stoßdämpfers. Die endgültige Form der Feder entsteht durch das Erstellen einer Ebene in der Mitte des Modells und das Spiegeln des Torus nach oben.
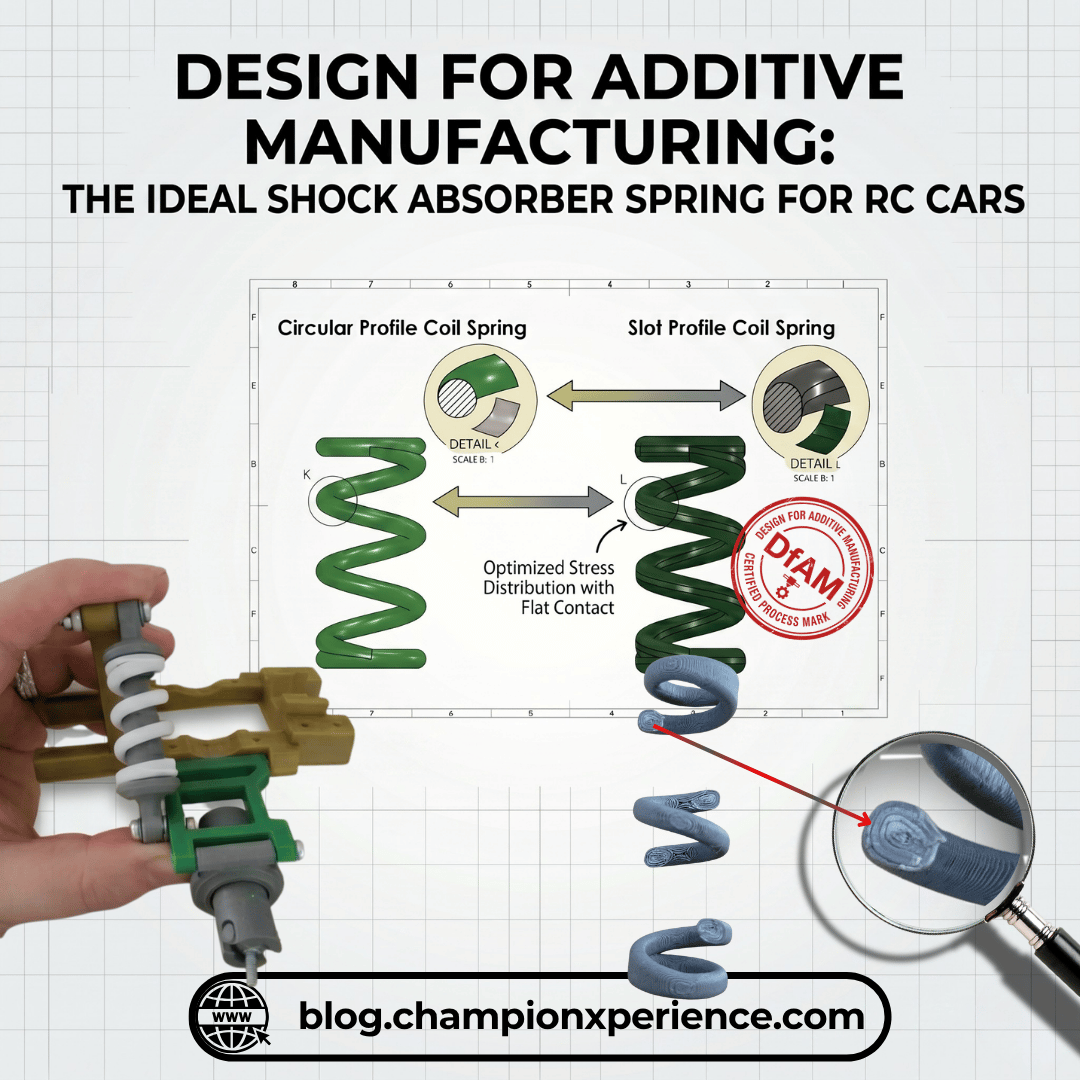
Nutprofil-Schraubenfederdesign
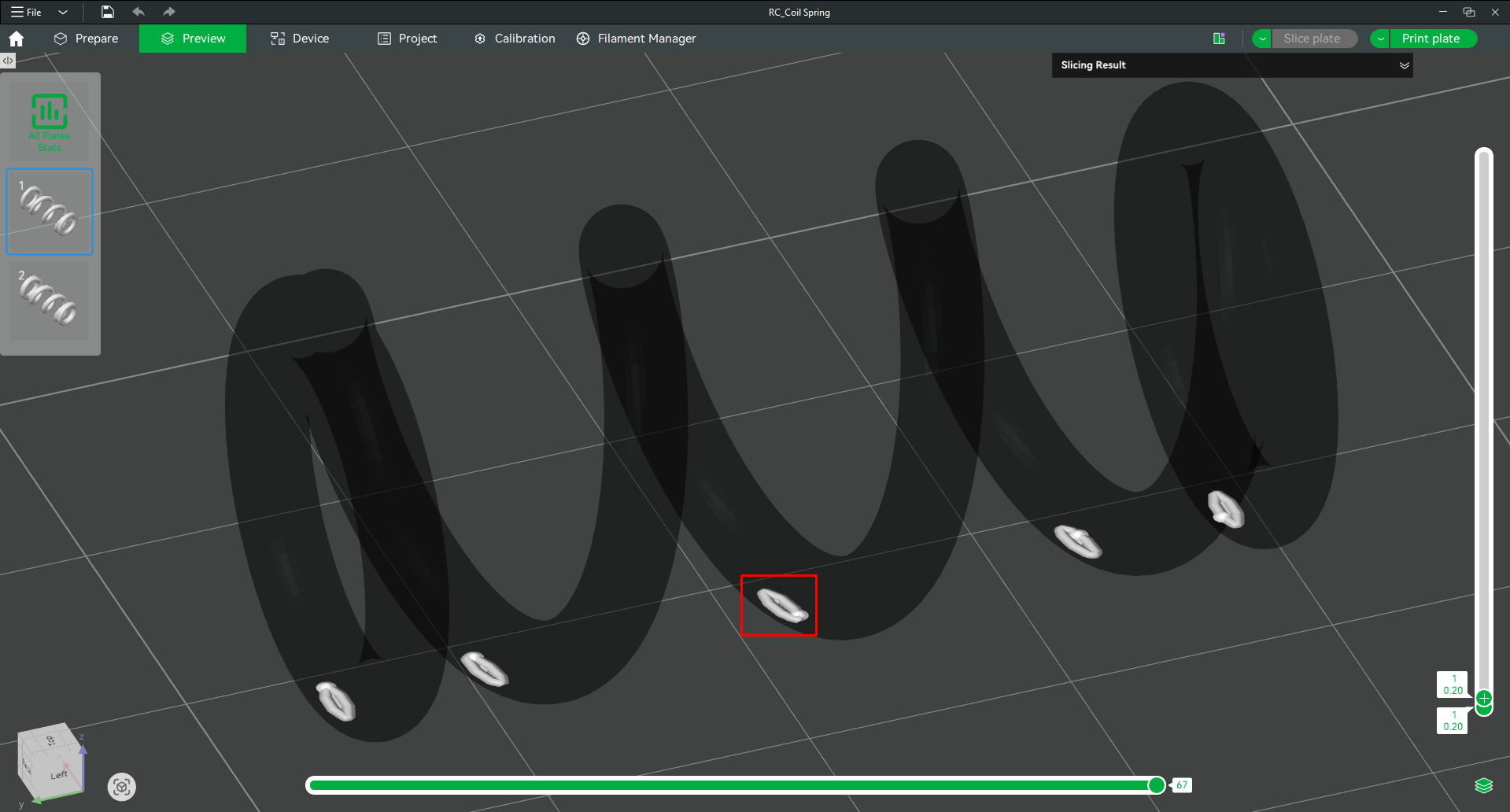
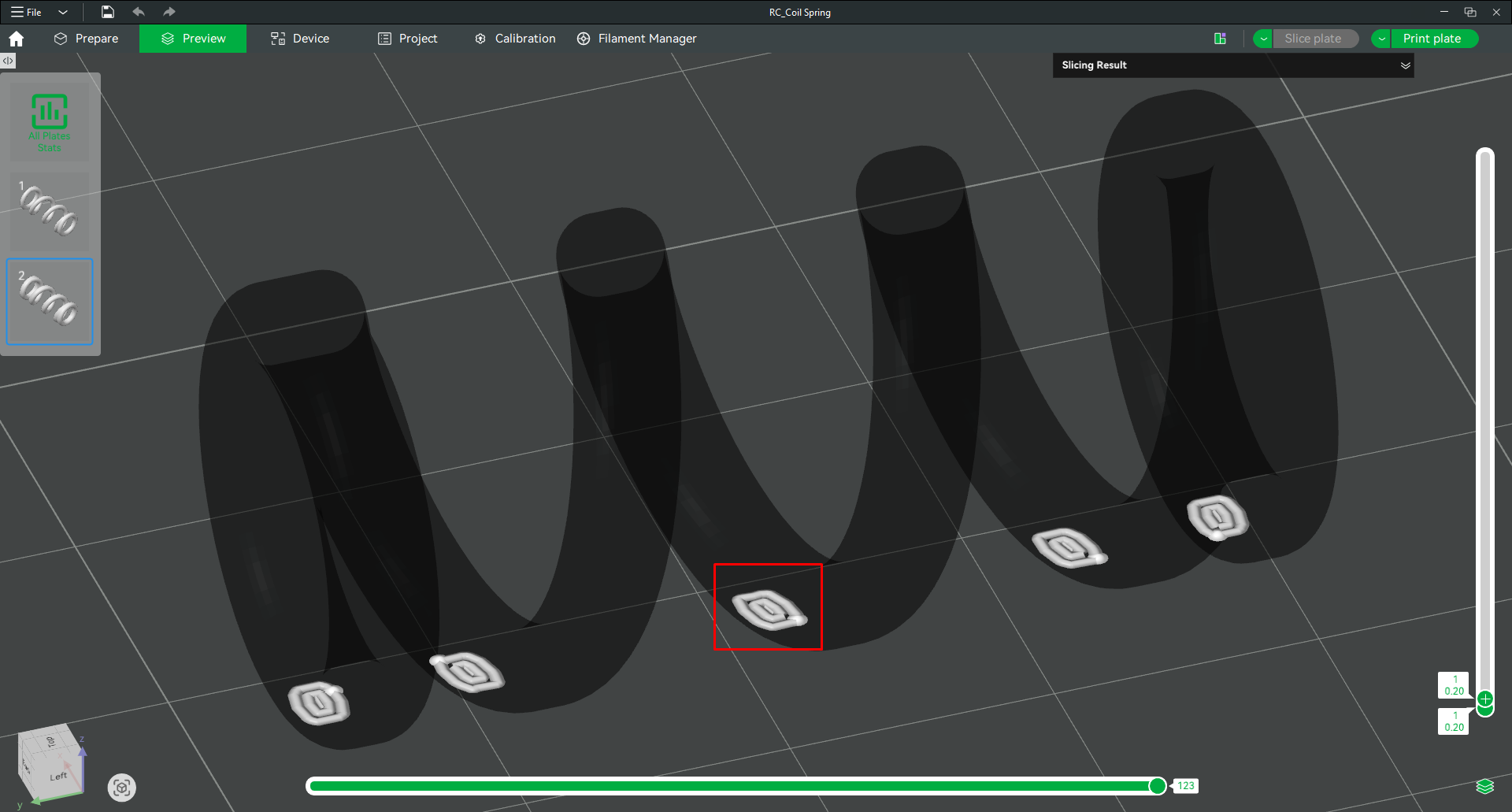
Herkömmliche Federn haben ein kreisförmiges Profil, wie ich im Beispiel gezeigt habe. Bei der Herstellung von Federn mit FDM-Technologie zeigt sich, dass Federn mit kreisförmigem Profil nicht optimal funktionieren. Besonders die kleinen Federn, die beispielsweise für RC-Cars verwendet werden, sind oft zu brüchig. Ein weiteres Problem ist die sehr geringe Kontaktfläche zum Druckbett, was den Druckvorgang erschwert. Wie ich in der Slicer-Software gezeigt habe, ist der Kontakt der ersten Schicht einer Feder mit kreisförmigem Profil minimal, was den Druck erschwert. Dieses Problem lässt sich natürlich durch das Hinzufügen eines Randes und Stützstrukturen beheben, um eine bessere Haftung auf dem Druckbett zu erzielen.
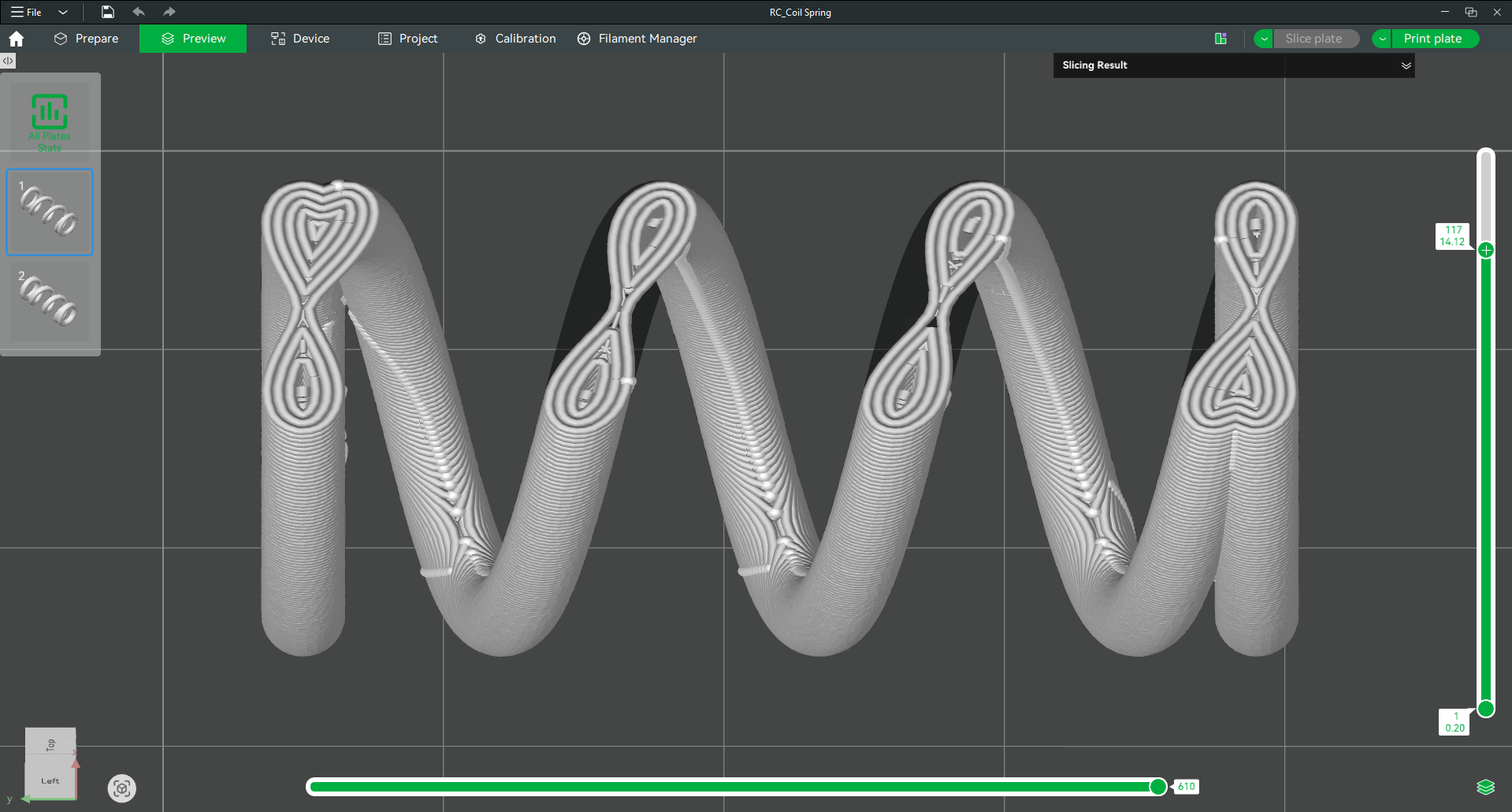
Wenn wir den Querschnitt in der Schichthöhe untersuchen, in der die Federwindungen während des restlichen Druckvorgangs zu einem Ganzen verschmelzen, können wir erneut sehen, dass die Verbindung über eine sehr kleine Fläche erfolgt.
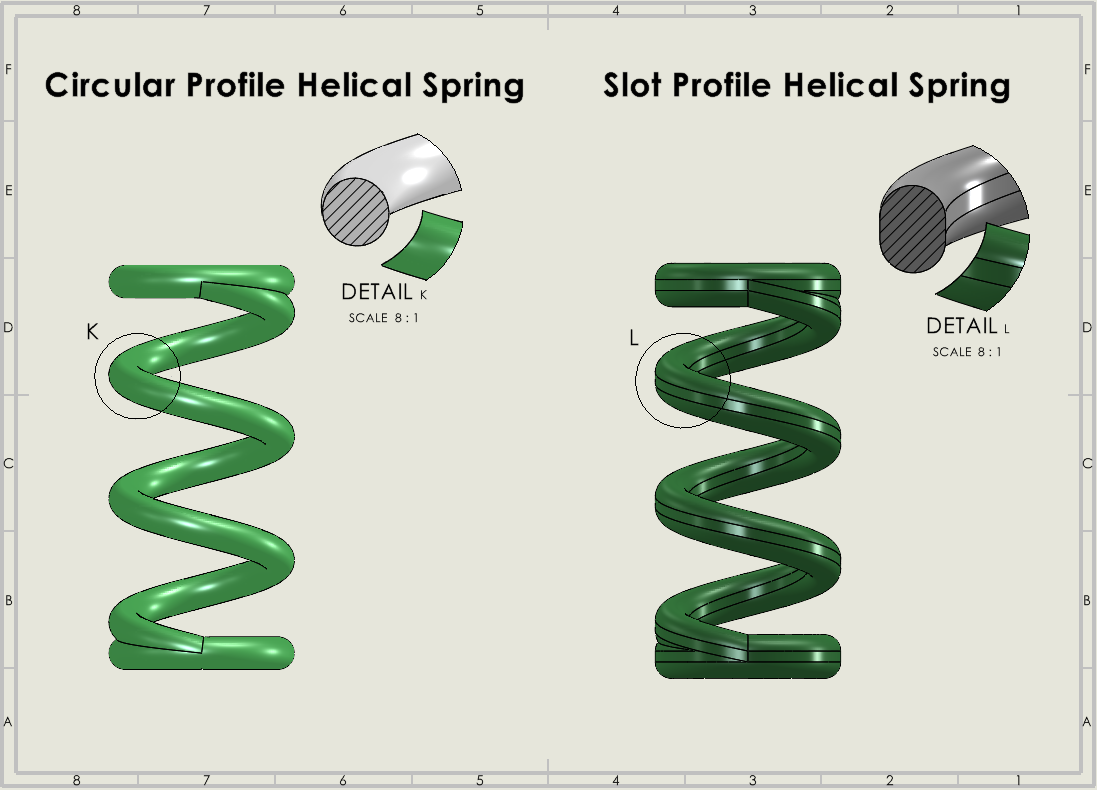
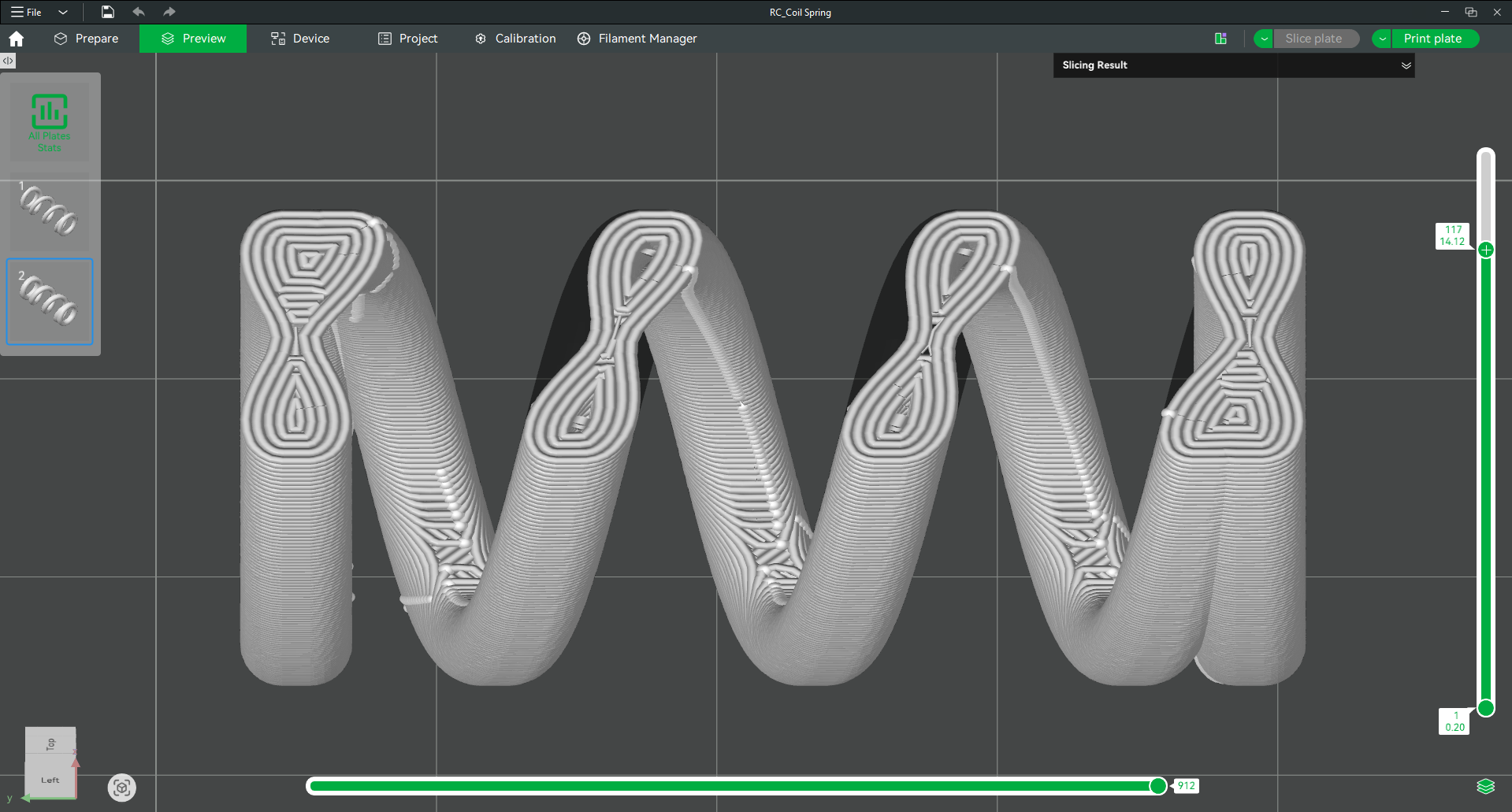
Im Zuge meiner Tests stellte ich fest, dass die Haftung auf dem Druckbett schwierig ist und die Feder nach wenigen Kompressionszyklen bricht. Um dieses Problem zu beheben, entschied ich mich, das Federprofil zu ändern. Durch die Verwendung eines Schlitzfederprofils anstelle eines kreisförmigen Profils erreichte ich eine bessere Haftung auf dem Druckbett und dank der flachen Oberflächen eine stärkere Feder. Die Unterschiede zwischen den Federprofilen sind in der Abbildung unten dargestellt.
Bei genauerer Betrachtung mithilfe der Slicer-Software kann man erkennen, dass die winzigen flachen Oberflächen in der ersten Schicht eine größere Fläche bedecken als die kreisförmige Profilfeder.
Betrachtet man den Querschnitt in der Schichthöhe, in der die Federwindungen während des restlichen Druckvorgangs zu einem Ganzen verschmelzen, so lässt sich feststellen, dass die Verbindung über eine viel größere Fläche erfolgt als das kreisförmige Profil.
Nachdem ich die unterschiedliche Haltbarkeit in Abhängigkeit vom Federprofil beobachtet hatte, stellte ich mir folgende Frage: Warum brechen Federn mit kreisförmigem Profil schneller, während Federn mit Schlitzprofil jahrelang hielten und nicht brachen?
Der Einfluss der FDM-Technologie und der Anisotropie
Die Hauptursache für dieses Problem liegt in der verwendeten 3D-Drucktechnologie. Ich verwende einen 3D-Drucker mit FDM-Technologie. Teile, die mit dieser Technologie hergestellt werden, weisen eine anisotrope Struktur auf. Was bedeutet anisotrop? Eine anisotrope Struktur verhält sich genau entgegengesetzt zu einer isotropen Struktur. Während ein Material mit isotroper Struktur in alle Richtungen die gleichen mechanischen Eigenschaften aufweist (Spritzguss ist ein Beispiel), zeigt ein Material mit anisotroper Struktur nicht in jeder Richtung das gleiche mechanische Verhalten. Vereinfacht ausgedrückt: Die Festigkeit in der XY-Ebene und die Zwischenschichtfestigkeit in Z-Richtung unterscheiden sich voneinander.
Bei Federn mit kreisförmigem Profil: Die Kontaktpunkte zweier überlappender kreisförmiger Schichten verlaufen tangential. Geometriebedingt haften die Schichten nur in einem sehr schmalen Bereich aneinander. Dadurch entsteht eine sehr schwache Verbindung in Z-Richtung, und die Schichtablösung (Delamination) beginnt während der Federbeanspruchung leicht an diesen schmalen Kontaktflächen.
Bei Schlitzprofilfedern: Dank der flachen Profilabschnitte ist die Kontaktfläche der überlappenden Schichten deutlich größer. Die Polymerketten, die sich über eine große Fläche verbinden, bilden eine wesentlich widerstandsfähigere Struktur gegen die Scherkräfte und Torsionskräfte, die beim Biegen der Feder auftreten.
Die beiden offensichtlichsten Gründe habe ich oben bereits genannt. Daneben gibt es noch viele weitere Faktoren, wie beispielsweise die vom Slicer-Programm erstellten Werkzeugwege, Überhänge und den Kerbeffekt.
Ist das Schlitzprofil allein also ausreichend? Nein. Solange nicht das richtige Filament gewählt wird, wird es so zerbrechlich wie eine Spiralfeder. Betrachten wir nun gemeinsam den Einfluss der Materialwahl auf die Haltbarkeit.
Die Wahl des richtigen Materials für die Schraubenfeder
Für die Tests verwendete ich drei verschiedene Materialien: PLA, PETG und ABS. Dabei kam meine Schlitzprofilfeder zum Einsatz.
PLA-Test: Die Feder konnte ihr Federverhalten nicht lange beibehalten und brach nach einer gewissen Nutzungsdauer (in kurzer Zeit) zunächst und dann vollständig.
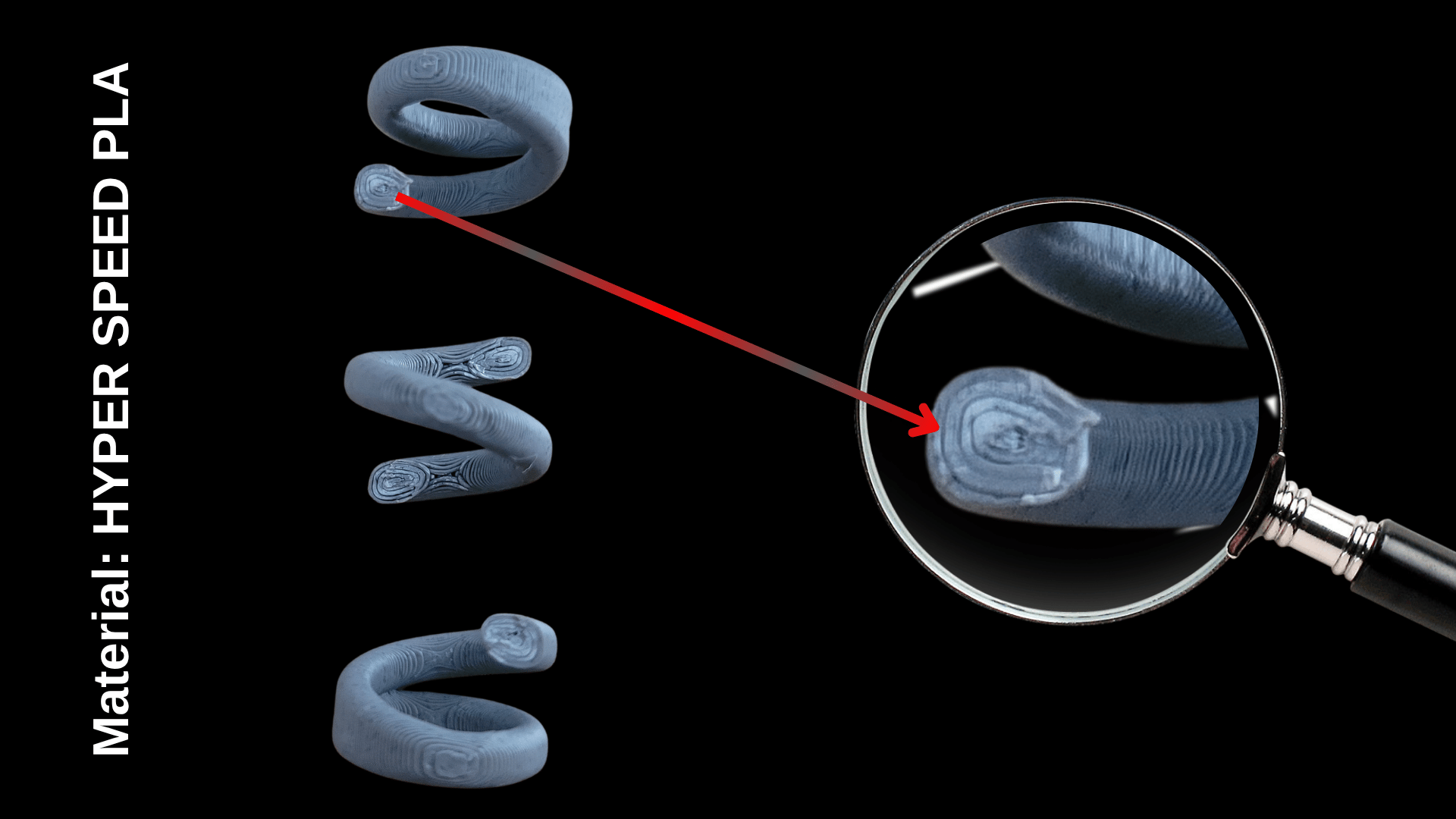
Auf dem Bild habe ich die Bruchfläche unter einer Lupe vergrößert dargestellt. Die Bruchfläche ist vollkommen eben, wie mit einem Messer geschnitten. Man erkennt keinerlei Anzeichen von Spannungsaufhellung, Dehnung oder Einschnürung an den Rändern, die darauf hindeuten würden, dass das Material vor dem Bruch nachgegeben hat. Dies zeigt, dass PLA nicht biegsam ist und, sobald es seine Belastungsgrenze erreicht, plötzlich wie Glas reißt und bricht.
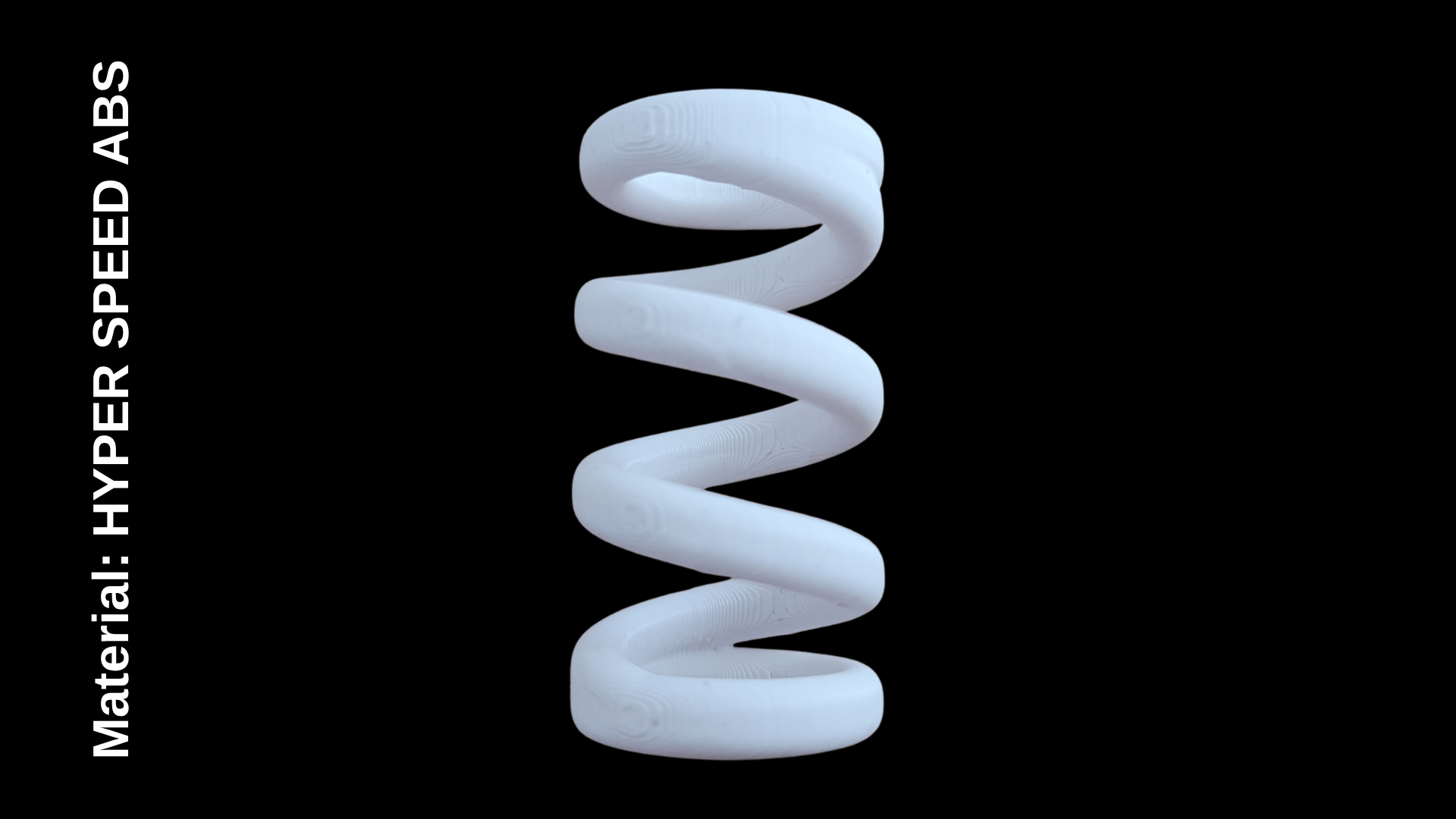
ABS-Test: Die Feder behält ihr Federverhalten weiterhin bei. Im Falle eines Bruchs werde ich das Bild aktualisieren und Ihnen die entsprechenden Anmerkungen mitteilen.
Warum versagte PLA, während ABS beständig war? PLA ist von Natur aus ein spröder Werkstoff. ABS hingegen ist ein duktiler Werkstoff.
PLA vs. ABS nach Materialstruktur
- PLA verträgt Biegungen nicht gut.
- Seine Streckgrenze ist höher als die von ABS.
- Bei Biegebewegungen bilden sich Mikrorisse zwischen den Polymerketten, die sich rasch ausbreiten und zu einer Struktur führen, die plötzlich wie Glas reißt und zerbricht.
- Es weist eine Bruchdehnung im Bereich von 6% bis 10% auf.
- Der Polybutadienanteil im ABS verleiht ihm die Fähigkeit, flexibel zu sein und Stöße zu absorbieren.
- Seine Biegefähigkeit ist so hoch, dass es selbst bei wiederholtem Biegen äußerst widerstandsfähig gegen die Bildung von Mikrorissen ist. Es absorbiert die Energie und kehrt in seine ursprüngliche Form zurück.
- Es weist eine Bruchdehnung im Bereich von 20% bis 40% auf.
PLA vs. ABS nach Druckbedingungen
- PLA ermöglicht einfaches Drucken auf vielen Druckern, einschließlich Open-System-Druckern.
- Der Bauteillüfter läuft mit 100 % Leistung. Bei Hochgeschwindigkeitsdruckern der neuesten Generation sorgt ein zusätzlicher Seitenlüfter für massive Kühlung. Sobald die Düse den geschmolzenen Kunststoff auf die vorherige Schicht aufträgt, kühlt dieser innerhalb von Sekunden ab und erstarrt. Dabei haftet die obere Schicht nur oberflächlich an der unteren. Sie verhaken sich nicht auf molekularer Ebene.
- Für ABS sind geschlossene Drucker erforderlich, und die Umgebungstemperatur im Druckraum muss auf einem bestimmten Niveau gehalten werden. (Man kann ABS zwar auch auf offenen Druckern drucken, aber es ist wichtig zu wissen, dass dies nicht bedeutet, dass man die Eigenschaften von ABS voll ausnutzt.)
- Beim Drucken von ABS wird die Kammertemperatur im Bereich von 45–60 °C gehalten, und der Seitenlüfter ist abgeschaltet. Der Bauteillüfter ist entweder ausgeschaltet oder läuft mit geringer Drehzahl. Wenn die Düse eine neue Schicht aufträgt, schmilzt die darunterliegende Schicht, da sie noch heiß ist (nahe ihrer Glasübergangstemperatur), durch die Wärme des neu eintreffenden heißen Kunststoffs leicht an. Dabei durchdringen sich die Polymerketten der oberen und unteren Schicht und verhaken sich.
Zusammenfassend lässt sich sagen, dass PLA zwar eine gute Wahl für Prototypen ist, die in einer Vitrine ausgestellt werden oder statischen Belastungen ausgesetzt sind, ABS jedoch die bessere Wahl ist, wenn dynamische Belastungen mit mechanischen Eigenschaften ins Spiel kommen.
PETG-Leistung (Der Mittelweg)
Ich habe keinen neuen Test mit PETG durchgeführt. Denn als ich vor Jahren mein erstes RC-Car-Projekt baute, verwendete ich PETG anstelle von PLA. Obwohl es lange Zeit gut funktionierte, verlor es nach einer gewissen Zeit seine Elastizität.
PETG liegt in seinen Eigenschaften zwischen PLA und ABS. Es ist duktiler als PLA, aber spröder als ABS. Es lässt sich leichter drucken als ABS.
Daher stelle ich folgende Frage: Wovon hängt die Härte einer Feder ab? Ist es allein die Materialwahl? Nein. Die Materialwahl ist zwar ein Faktor, doch sehen wir uns nun an, wie die Federkonstante berechnet wird, die die Härte oder Weichheit der Feder angibt.
Wie berechnet man die Federrate?
Die Steifigkeit einer Feder hängt von vielen Faktoren ab. Dazu gehören beispielsweise der Drahtdurchmesser (d), der mittlere Windungsdurchmesser (D), die Anzahl der aktiven Windungen (n) und der Schubmodul (G) des Materials. Die Federrate lässt sich mit folgender Formel berechnen:
$$k = \frac{G \cdot d^4}{8 \cdot n \cdot D^3}$$
Wie hoch ist also diese Federrate?
Die Federkonstante (k) gibt die Kraft an, die erforderlich ist, um die Feder um 1 mm zusammenzudrücken. Je niedriger der k-Wert, desto weicher die Feder, und je höher der k-Wert, desto steifer die Feder.
Fahreigenschaften: Weiche vs. harte Federn
Um den Unterschied zwischen einer weichen und einer steifen Feder zu verstehen, müssen wir ihre charakteristischen Wirkungen untersuchen:
- Weiche Federn: Maximieren die Traktion und machen das Fahrverhalten vorhersehbarer, aber die Lenkpräzision nimmt ab (vermittelt ein träges Fahrgefühl).
- Steife Federn (Harte Federn): Verbessern das Lenkverhalten (direkte Reaktion) und erhöhen die Fahrwerksstabilität, können aber dazu führen, dass das Fahrwerk auf unebenen Oberflächen auf und ab springt, wodurch die Traktion vollständig verloren geht.
Die goldene Regel: Der allgemein anerkannte Ansatz im Motorsport und beim RC-Track-Tuning lautet: „Verwende die weichste mögliche Feder, die aber steif genug ist, um ein Durchschlagen und Überschlagen des Fahrzeugs bei hoher Haftung zu verhindern.“ Ein übermäßig steifes Fahrwerk bedeutet immer einen Verlust an mechanischer Haftung.
Diese Berechnung gilt für Standardfedern, d. h. Federn mit kreisförmigem Profil. Die Berechnung für Federn mit Schlitzprofil erfolgt nach folgender Formel:
$$k = \frac{4 \cdot G \cdot J}{\pi \cdot n \cdot D^3}$$
$$J \cong \frac{A^4}{40 \cdot I_p}$$
Ich werde hier nicht auf die Berechnungsdetails eingehen. Bei Interesse kann ich meinen Blogbeitrag gerne entsprechend aktualisieren. Aktuell konzentrieren wir uns darauf, zu zeigen, wie man eine möglichst präzise Federkonstruktion für den 3D-Druck erstellt. Daher präsentiere ich hier nur die Berechnungsergebnisse.
Für die Berechnung benötigen wir außerdem die Werte des Schermoduls (G) der Materialien. Meiner Internetrecherche zufolge ergeben sich folgende durchschnittliche G-Werte:
- PLA: 1100 MPa
- PETG: 800 MPa
- ABS: 750 MPa
Federrate des kreisförmigen Profils
Konstruktionsspezifikationen:
- Option 1: Anzahl der Windungen 4, Länge 31 mm, mittlerer Spulendurchmesser 14 mm, Drahtdurchmesser 3 mm
- Option 2: Anzahl der Windungen 3, Länge 38 mm, mittlerer Spulendurchmesser 14 mm, Drahtdurchmesser 3 mm
- Verwendete Formel:
$$k = \frac{G \cdot d^4}{8 \cdot n \cdot D^3}$$
| Material | Option 1 (k) | Option 2 (k) | Zunahmerate der Steifigkeit |
| PLA | 1,01 N/mm | 1,35 N/mm | %33.6 |
| PETG | 0,74 N/mm | 0,98 N/mm | %32.4 |
| ABS | 0,69 N/mm | 0,92 N/mm | %33.3 |
Bei Betrachtung der Ergebnisse zeigt sich, dass die Federsteifigkeit mit abnehmender Windungszahl im Durchschnitt um 33 % zunimmt. Eine aus PLA gedruckte 4-Windungs-Feder ist zudem steifer als eine aus ABS gedruckte. Selbst wenn durch Erhöhung der Windungszahl eine geringere Federsteifigkeit angestrebt wird, ist der Einfluss des Materials dennoch deutlich größer.
Federrate des Schlitzprofils
Konstruktionsspezifikationen:
- Alte Ausführung: Anzahl der Windungen 4, Länge 31 mm, mittlerer Windungsdurchmesser 14 mm
- Neues Design: Anzahl der Windungen 3, Länge 38 mm, mittlerer Spulendurchmesser 14 mm
- Verwendete Formel:
$$k = \frac{4 \cdot G \cdot J}{\pi \cdot n \cdot D^3}$$
Da es sich nicht um ein kreisförmiges Federprofil handelt, muss die Querschnittsfläche des Federprofils berechnet werden. Das Nutprofil besteht aus zwei halbkreisförmigen und einer rechteckigen Fläche. Nach den erforderlichen Berechnungen ergibt sich eine Fläche (A) von 10,68 mm².
| Material | Altes Design (k) | Neues Design (k) | Zunahmerate der Steifigkeit |
| PLA | 1,96 N/mm | 2,62 N/mm | %33.6 |
| PETG | 1,43 N/mm | 1,90 N/mm | %32.4 |
| ABS | 1,34 N/mm | 1,78 N/mm | %33.3 |
Vergleicht man die Ergebnisse für ABS mit denen der Federn mit kreisförmigem Profil, so erhöhte sich die Federkonstante der 4-Windungs-Feder von 0,69 N/mm auf 1,34 N/mm. Die durch das Schlitzprofil erzeugte große Querschnittsfläche ermöglichte eine Steigerung der Federrate um 94 %. Dies führte natürlich zu einer deutlich höheren Federsteifigkeit.
Zuvor verwendete ich eine 4-Windungs-Feder mit PETG-Filament und berechnete den k-Wert mit 1,43 N/mm. In meinem neuen Design reduzierte ich die Windungszahl auf 3 und wählte ABS als Material. Der k-Wert beträgt nun 1,78 N/mm. Die Federrate verbesserte sich somit um 24,5 % im Vergleich zum alten Design.
Optimierung des Federwegs und der Ermüdungslebensdauer von Schraubenfedern
Die neue Konstruktion erzielt einen optimierten Federweg durch die Reduzierung der Windungszahl und die Vergrößerung der Gesamtfederlänge. Die alte Ausführung umfasste vier aktive und zwei passive Windungen mit einer Gesamtfederlänge von 31 mm. Im Vergleich dazu reduziert die neue Version die Anzahl der aktiven Windungen auf drei, während die Anzahl der passiven Windungen bei zwei bleibt, wodurch sich die Gesamtfederlänge auf 38 mm erhöht. Die Profilstärke der Nut beträgt in beiden Ausführungen 4 mm.
Alte Ausführung: Berechnung des Federwegs
$$L_s = 6 \text{ Windungen} \times 4 \text{ mm} = 24 \text{ mm} \quad \text{(Blocklänge der Feder)}$$
$$S_{max} = 31 \text{ mm} – 24 \text{ mm} = 7 \text{ mm} \quad \text{(Maximaler theoretischer Federweg)}$$
$$S_a = 4 \text{ aktive Windungen} \times 0,1 \times 4 \text{ mm} = 1,6 \text{ mm} \quad \text{(Minimaler Sicherheitsabstand)}$$
$$S_{net} = 7 \text{ mm} – 1,6 \text{ mm} = 5,4 \text{ mm} \quad \text{(Sicherer Federweg innerhalb des zulässigen Bereichs)}$$
Neues Design: Berechnung des Federwegs
$$L_s = 5 \text{ Windungen} \times 4 \text{ mm} = 20 \text{ mm} \quad \text{(Blocklänge der Feder)}$$
$$S_{max} = 38 \text{ mm} – 20 \text{ mm} = 18 \text{ mm} \quad \text{(Maximaler theoretischer Federweg)}$$
$$S_a = 3 \text{ aktive Windungen} \times 0,1 \times 4 \text{ mm} = 1,2 \text{ mm} \quad \text{(Minimaler Sicherheitsabstand)}$$
$$S_{net} = 18 \text{ mm} – 1,2 \text{ mm} = 16,8 \text{ mm} \quad \text{(Sicherer Federweg)}$$
Anhand dieser berechneten Spezifikationen wurden auch notwendige Konstruktionsänderungen am Stoßdämpfer vorgenommen, um zu verhindern, dass sich die Federn während der Kompression berühren. Welchen Vorteil brachte diese Änderung?
Wenn die alte und die neue Feder um denselben Betrag, beispielsweise 4 mm, komprimiert werden, beträgt die Ausnutzung des Federwegs bei der alten Feder 74 %, bei der neuen hingegen nur 23 %. Dies ermöglicht einen komfortablen Arbeitsbereich und führt zu einer deutlichen Verbesserung der Lebensdauer der Feder. Während die Polymerketten bei der alten Feder stark beansprucht werden, ist die Belastung bei der neuen Feder deutlich geringer. Dadurch kann sie länger arbeiten. Bei der alten Feder ist die Wahrscheinlichkeit eines Blockierens der Windungen bei plötzlichen Stößen höher. Das bedeutet, dass die Feder vollständig komprimiert wird und die Windungen abrupt aneinanderstoßen. Die neue Feder verfügt über den notwendigen Federweg, um plötzliche Stöße abzufedern. Da der Federweg bei der alten Feder geringer ist, arbeitet sie hart, und die Stöße auf den Stoßdämpfer sind am Chassis spürbar. Dank des größeren Federwegs der neuen Feder ergibt sich ein sanfteres und vorhersehbareres Ansprechverhalten.
Fazit – Zugriff auf das Modell
In diesem Blogbeitrag teile ich meine Erfahrungen zum Thema Federdesign für den 3D-Druck. Wenn Sie ein RC-Auto besitzen und Federn mit Ihrem 3D-Drucker drucken und verwenden möchten, kann Ihnen dieser Blog als Leitfaden dienen. Falls Sie keine Erfahrung im Design haben und ein druckfertiges 3D-Modell für Ihr RC-Auto suchen, können Sie mein Design über den untenstehenden Link nutzen. Außerdem ist es für kurze Zeit zu einem sehr günstigen Preis erhältlich.
Klicken Sie auf den Link, um vom Rabatt zu profitieren: Stoßdämpfer für RC-Autos
Mitbegründer von ChampionXperience
Ridvan Polat ist SOLIDWORKS Elite Application Engineer, Gründer von ChampionXperienceund anerkannter Experte SOLIDWORKS, ENOVIAund 3DEXPERIENCE . Er ist spezialisiert auf technischen Support CATIA und ENOVIA sowie die frühzeitige Implementierung von 3DEXPERIENCE und unterstützt Unternehmen bei der Optimierung ihrer PLM-Workflows.
Neueste Beiträge von Rıdvan Polat (alle anzeigen)
Abonnieren
0 Kommentare
Älteste
