
© 2023 Erstellt blog.championxperience.comchampionxperience.com
Einführung
Während meines Praktikums bei AEM, einem marokkanischen Unternehmen, das sich auf die mechanische Fertigung für die Lebensmittelindustrie, hatte ich die Gelegenheit, an einem Projekt mitzuwirken, das Konstruktionsgenauigkeit, digitale Simulation und praktische Bearbeitung bei der Herstellung einer Mehrkavitätenform mit Mastercam.

Dieses Projekt war mehr als nur eine technische Herausforderung; es war eine umfassende Lernreise, die theoretisches Wissen aus dem Hörsaal mit praktischer Anwendung verband. Dabei lernte ich, wie digitale Fertigungssoftware jeden Schritt des Bearbeitungsprozesses unterstützt – von der Planung und Werkzeugweggenerierung bis hin zur Simulation und der physischen Produktion.
Das Projekt verstehen
Ziel war die Konstruktion und Fertigung einer Mehrkavitätenform für Lebensmittelverarbeitungsanlagen. Solche Formen erfordern höchste Präzision, Wiederholgenauigkeitund Oberflächengüte , um eine gleichbleibende Produktqualität in der Serienfertigung zu gewährleisten. Selbst geringste Maßabweichungen können Passgenauigkeit und Funktion des Endprodukts beeinträchtigen, weshalb absolute Genauigkeit unerlässlich ist.
Bevor die eigentliche Bearbeitung begann, analysierte ich zunächst das 3D-CAD-Modell, um die Konstruktionsabsicht, die geometrischen Toleranzen und die Oberflächenanforderungen zu verstehen. Diese Phase half dabei, die Herstellung der Form festzulegen, einschließlich der Werkzeugtypen, der Bearbeitungsreihenfolge und der erforderlichen Nachbearbeitungsprozesse.
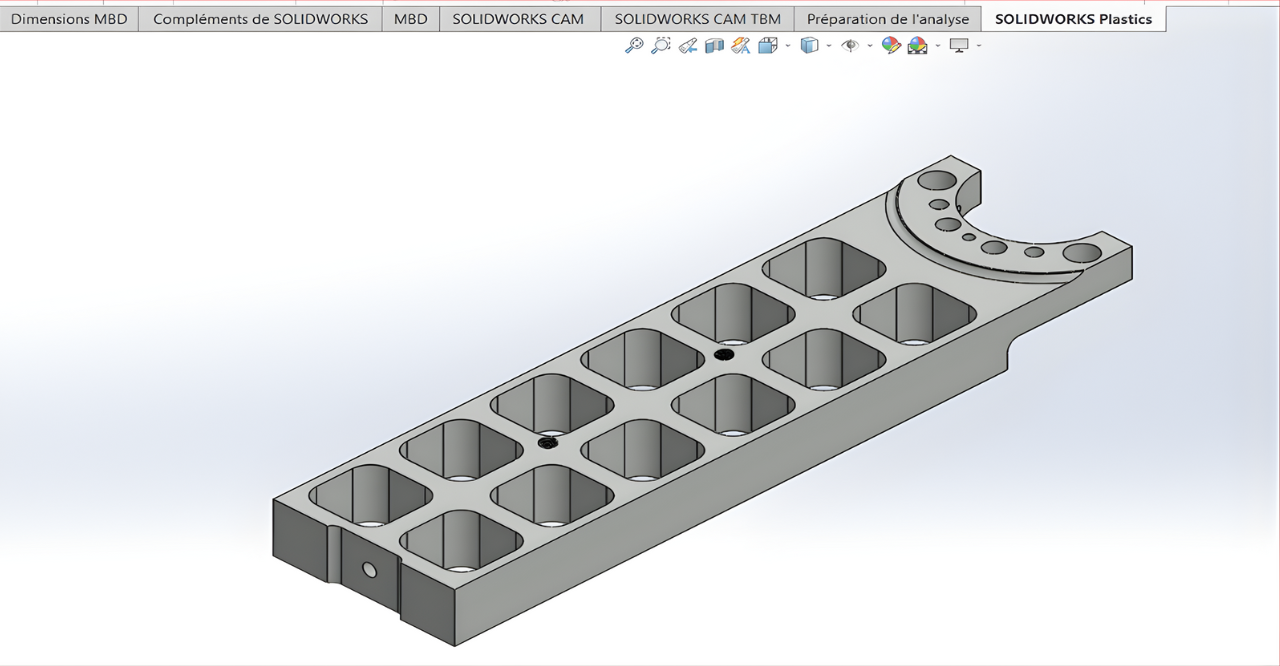 Abbildung 1: 3D-Modell der Mehrkavitätenform
Abbildung 1: 3D-Modell der Mehrkavitätenform
Einrichten des Workflows in Mastercam
Nach der Analyse des Designs importierte ich das CAD-Modell in Mastercam , um die Bearbeitungsstrategie vorzubereiten. Zu den ersten Aufgaben gehörten die Definition der Rohmaterialgröße, die Einrichtung des Werkstückkoordinatensystems (WKS)und die Planung eines effizienten Arbeitsablaufs, um Bearbeitungszeit und Präzision optimal in Einklang zu bringen.
MasterCamDie Flexibilität von Schruppen, Vorschlichtenund Schlichten . Jeder Schritt wurde sorgfältig simuliert, um die Werkzeugbewegung zu visualisieren und Kollisionen oder unnötige Werkzeugwege zu vermeiden.
Eine der leistungsstärksten Funktionen, die ich nutzte, war die Dynamic Motion-Technologie. Sie optimiert den Werkzeugeingriff im Material, reduziert die Wärmeentwicklung und verlängert die Werkzeugstandzeit bei gleichzeitig gleichmäßiger Spanabfuhr. Mithilfe dieser Funktion konnte ich die Vorschubgeschwindigkeiten und Schnittparameter und so maximale Effizienz erzielen.
Die Simulationsumgebung erwies sich als unschätzbarer Schritt in diesem Prozess. Sie ermöglichte einen virtuellen Testlauf der gesamten Bearbeitungssequenz, wodurch potenzielle Fehler identifiziert und datengestützte Anpassungen vorgenommen werden konnten, bevor der G-Code generiert wurde.

Abbildung 2: MasterCam Werkzeugwegsimulation
Bearbeitungsprozess bei AEM
Nach der Überprüfung aller Werkzeugwege übertrug ich den G-Code an die CNC-Fräsmaschine in der Werkstatt von AEM. Die Bearbeitungsphase war in mehrere Schlüsselphasen unterteilt, von denen jede spezifische Ziele und Werkzeuge hatte:
-
Planen: Die Oberfläche des Rohmaterials ebnen und reinigen.
-
Taschenfräsen und Schruppen: Um den Großteil des Materials effizient abzutragen und gleichzeitig einen sicheren Spielraum für die Endbearbeitung zu gewährleisten.
-
Konturierung und 3D-Finishing: Zur Definition der detaillierten Hohlraumgeometrie und zur Erzielung der erforderlichen Oberflächenstruktur.
-
Bohren und Gewindeschneiden: Zur Herstellung präziser Löcher für Montage- und Auswerferstifte.
Während jeder Phase überprüfte ich die Ergebnisse kontinuierlich mit Präzisionsmessgeräten wie Messschiebern und Mikrometern, um sicherzustellen, dass die Toleranzen innerhalb der Spezifikation lagen.
 Abbildung 3: CNC-Maschineneinrichtung mit Werkstück
Abbildung 3: CNC-Maschineneinrichtung mit Werkstück
 Abbildung 4: Bearbeitungsprozess während der Endbearbeitung
Abbildung 4: Bearbeitungsprozess während der Endbearbeitung
Dieser sich wiederholende Zyklus aus Bearbeitung und Validierung ermöglichte ein klares Verständnis dafür, wie sich selbst geringfügige Anpassungen des Werkzeugwegs oder der Geschwindigkeit auf die Oberflächenqualität und die Maßgenauigkeit auswirken können.
Herausforderungen meistern
Wie jedes reale Projekt brachte auch dieses seine Herausforderungen mit sich.
Die erste große Herausforderung bestand darin, die Werkzeugwegübergänge zwischen den Kavitäten zu optimieren. Schnelle Bewegungen konnten die Zykluszeit verlängern oder Werkzeugkollisionen verursachen. Durch die Anpassung der Werkzeugwegverknüpfung und der Rückzugseinstellungen gelang es mir, sanftere Übergänge zu erzielen, die die Leerlaufzeit reduzierten und die Gesamteffizienz der Maschine steigerten.
Die zweite Herausforderung bestand in der Spanabfuhr beim Tieftaschenfräsen. Späne neigten dazu, sich anzusammeln, was die Oberflächengüte beeinträchtigte und mitunter den Werkzeugverschleiß erhöhte. Ich löste dieses Problem durch die Optimierung der Zustellungstiefen und die Verbesserung des Kühlmittelflusses, wodurch ein besseres Wärmemanagement und eine höhere Oberflächengüte erreicht wurden.
Diese Lösungen beugten nicht nur potenziellen Werkzeugschäden vor, sondern verbesserten auch die Produktivität und Oberflächenqualität erheblich und zeigten damit, wie entscheidend kleine Prozessoptimierungen für das Erreichen professioneller Ergebnisse sein können.
Ergebnisse und Erfolge
Am Ende des Projekts war die Form erfolgreich gefertigt und entsprach vollständig den geforderten Maß- und Oberflächenspezifikationen. Das fertige Bauteil wies eine hervorragende Präzision auf, und der Bearbeitungsprozess erwies sich als hocheffizient.
Mithilfe MasterCamkonnte ich die Bearbeitungszeit um rund 20 % reduzierenund gleichzeitig Werkzeugstandzeit und Teilequalität beibehalten. Die gleichbleibende Qualität der verschiedenen Kavitäten bestätigte den Erfolg des Arbeitsablaufs und die Zuverlässigkeit der gewählten Prozessparameter.
 Abbildung 5: Fertig bearbeitete Form – Draufsicht und Seitenansicht
Abbildung 5: Fertig bearbeitete Form – Draufsicht und Seitenansicht
Diese Erfahrung hat mir die enge Verbindung zwischen digitaler Vorbereitung und physischer Ausführung deutlich vor Augen geführt. Jede in Mastercam getroffene Werkzeugwegentscheidung spiegelte sich direkt in der Qualität des bearbeiteten Bauteils wider und bewies damit, dass wahre Fertigungspräzision lange vor dem eigentlichen Bearbeitungsvorgang beginnt.
Wichtigste Erkenntnisse
Dieses Projekt hat einige wichtige Lektionen verdeutlicht, die meiner Meinung nach für jeden angehenden Fertigungsingenieur wertvoll sind:
-
Mastercam ist mehr als nur ein Programmierwerkzeug. Es ist eine vollständige digitale Umgebung, die die Konstruktionsabsicht mit der Bearbeitungsausführung verknüpft.
-
Die Optimierung von Werkzeugwegen und Schnittparametern wirkt sich direkt auf Produktivität, Oberflächengüte und Werkzeugstandzeit aus.
-
Reale Bearbeitungsprojekte sind der beste Weg, theoretisches Wissen mit praktischer Problemlösung zu verbinden, wobei selbst kleine Entscheidungen zu erheblichen Leistungssteigerungen führen können.
Abschluss
Die Arbeit am Mehrkavitäten-Formenprojekt bei AEM war eine prägende Erfahrung in meiner Laufbahn als Maschinenbauingenieur. Sie hat mir gezeigt, wie leistungsstark und unverzichtbar computergestützte Fertigungsprogramme (CAM) wie Mastercam in den heutigen präzisionsgetriebenen Branchen sind.
Von der Simulation bis zur realen Bearbeitung erforderte jeder Schritt Detailgenauigkeit, Kreativität und lösungsorientiertes Denken. Dieses Projekt verbesserte nicht nur meine technischen Fähigkeiten, sondern bestärkte auch meine Leidenschaft für die digitale Fertigung, in der Präzision, Effizienz und Innovation zusammenwirken, um Ideen in greifbare, hochwertige Produkte zu verwandeln.

Techniker im Bereich Maschinenbau bei AEM Ait Melloul Electromécanique
Youness Oubnai ist Fachtechniker im Maschinenbau mit Schwerpunkt auf Studien und Methoden der mechanischen Fertigung. Derzeit absolviert er ein Praktikum bei AEM Ait Melloul Electromécanique, wo er seine technischen Kenntnisse in Bearbeitungs- und Produktionsprozessen anwendet.
Neueste Beiträge von Youness Oubnai (alle anzeigen)
- Bearbeitung einer Mehrkavitätenform mit Mastercam - 23. Oktober 2025
Abonnieren
0 Kommentare
Älteste
