
© 2023 Creato blog.championxperience.comchampionxperience.com
Progettazione per la produzione additiva: la molla ammortizzatrice ideale per auto radiocomandate
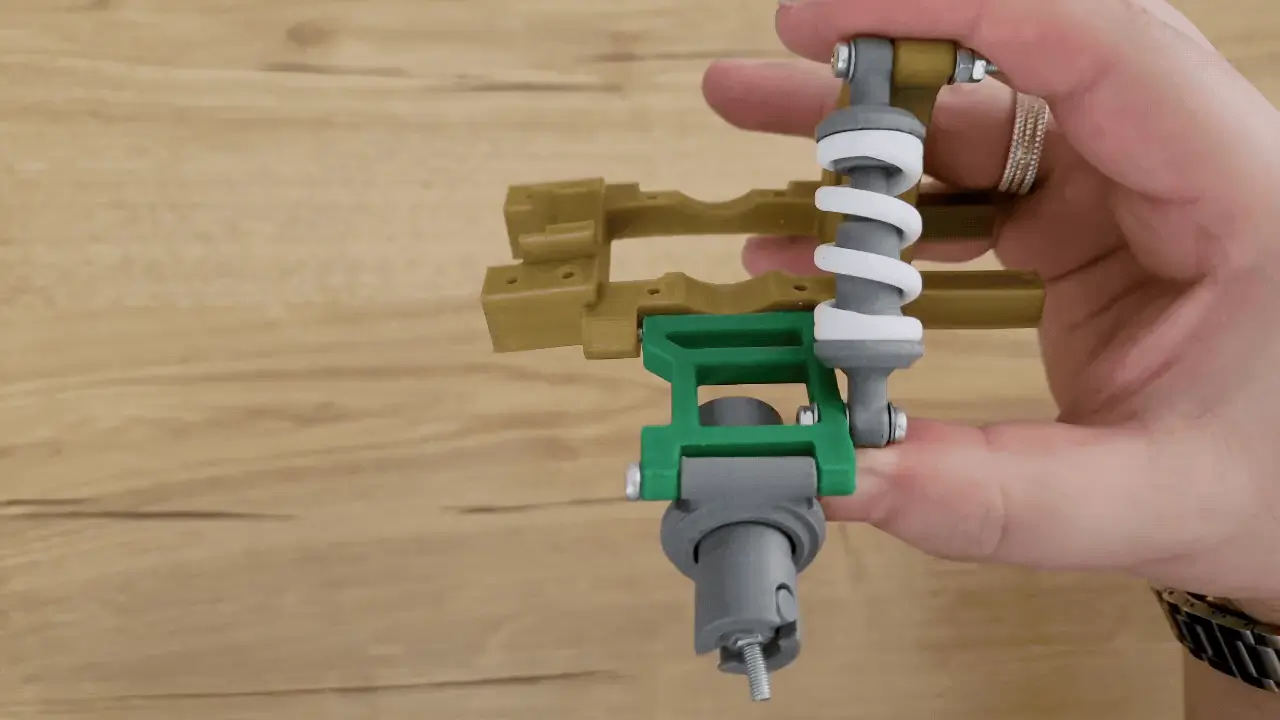
La molla elicoidale dell'ammortizzatore della mia auto radiocomandata, che avevo progettato in precedenza con SolidWorks e xDesign e realizzato con una stampante 3D, ha raggiunto la fine del suo ciclo di vita. La molla, stampata con filamento PETG, ha perso la sua elasticità. In realtà, aveva una rigidità troppo bassa. Durante la revisione dell'auto radiocomandata, ho deciso di migliorare anche questo componente. Il mio obiettivo era aumentare la corsa della molla e ottenere una molla con una maggiore rigidità. Questo processo di miglioramento si è trasformato in una vera e propria applicazione di Design for Additive Manufacturing (DfAM). In questo articolo, esamineremo tutto nel dettaglio, da come dovrebbe essere un design appropriato per una molla elicoidale per la stampa 3D, a cosa dipende la rigidità della molla e ai filamenti da utilizzare per la stampa.
Come progettare una molla elicoidale?
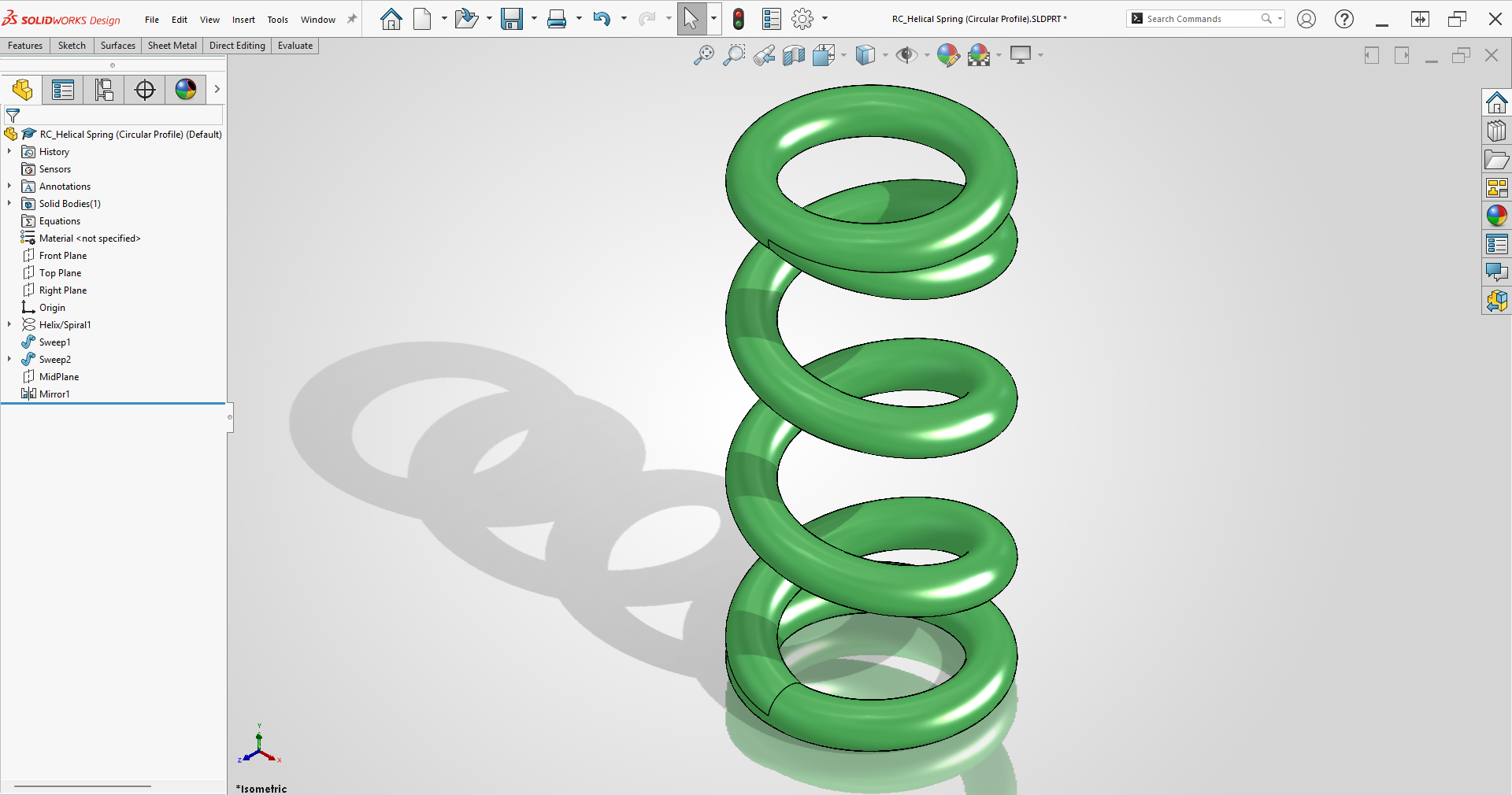
Posso affermare che la progettazione delle molle viene eseguita in modo pressoché identico in molti programmi CAD che ho utilizzato. Per progettare una molla sono necessari due elementi: uno schizzo circolare che determinerà il diametro della molla e il comando elica/spirale che conferirà alla molla la sua forma elicoidale.
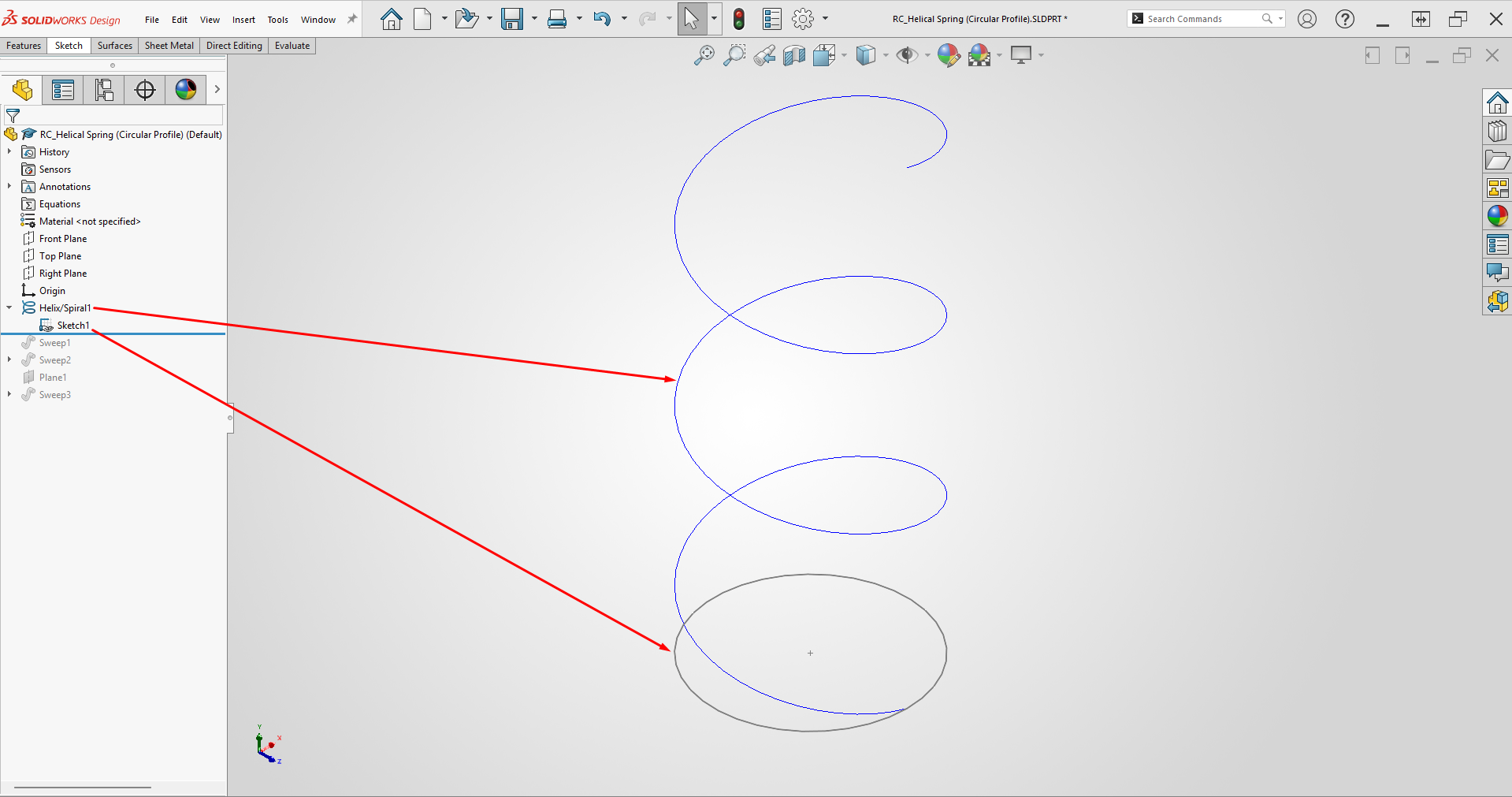
I passaggi successivi possono variare a seconda del programma di progettazione utilizzato. Qui procederemo secondo i comandi SOLIDWORKS . Abbiamo bisogno di un profilo a molla per creare la forma solida della molla. Successivamente, è possibile creare la forma 3D della molla selezionando il profilo e il percorso (in questo caso l'elica) con il comando Sweep. Tuttavia, i profili delle molle a spirale sono generalmente circolari e l'opzione per il profilo circolare è già disponibile nel comando Sweep SOLIDWORKS . Pertanto, non è necessario creare alcun profilo.
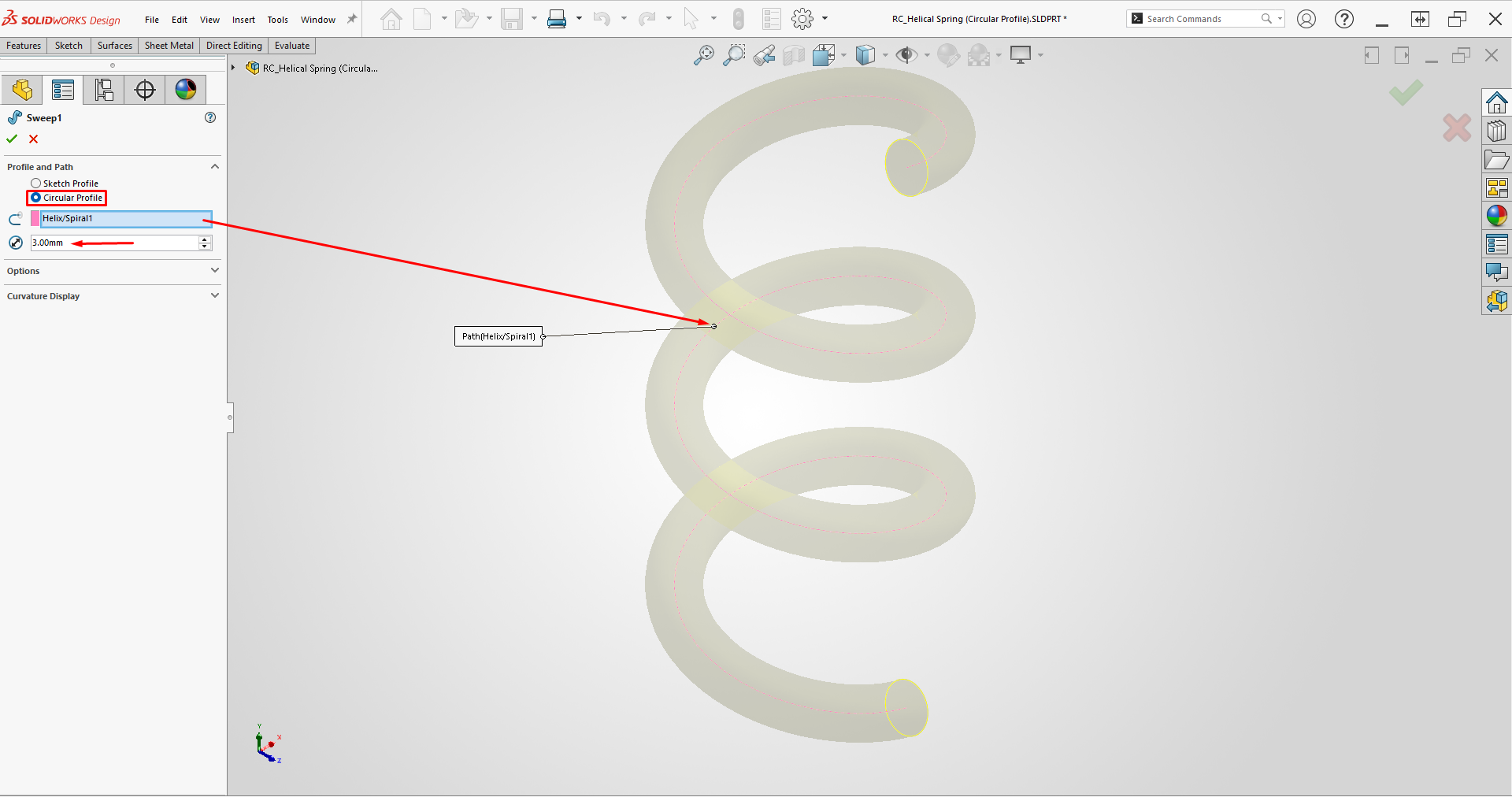
Come mostrato nell'immagine qui sopra, quando si seleziona l'opzione Profilo circolare, il profilo viene automaticamente impostato come un cerchio. Non resta che determinare il diametro di questo cerchio e selezionare l'elica come percorso.
Poiché utilizzerò questa molla in un sistema di assorbimento degli urti, renderò circolari le superfici di contatto superiore e inferiore. A tale scopo, è possibile utilizzare il comando Sweep insieme allo schizzo circolare creato in precedenza per il diametro della molla nel comando Helix.
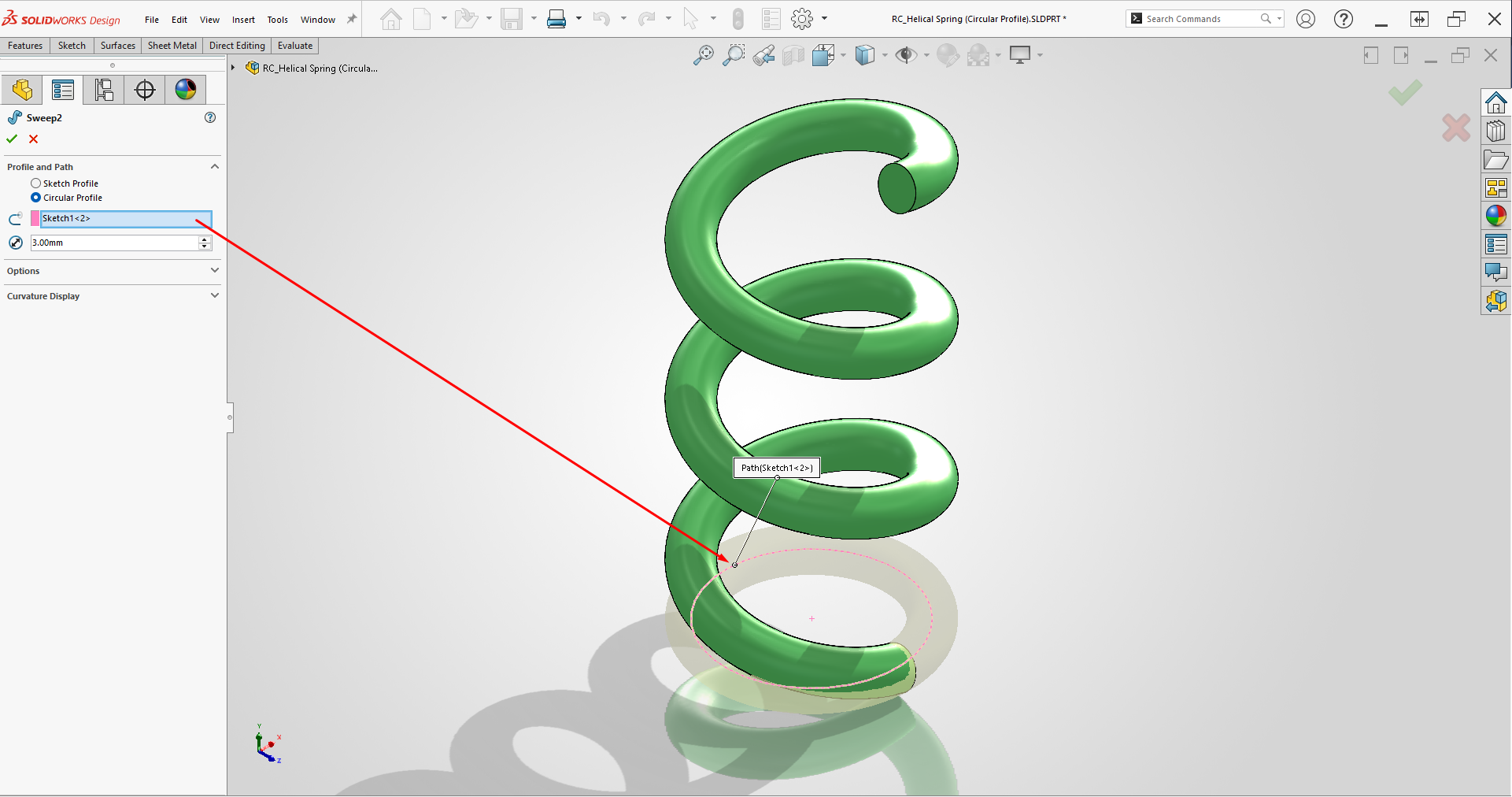
Questa parte a forma di toro che abbiamo creato nella parte inferiore garantirà che si posizioni correttamente nella sua sede sull'ammortizzatore. Creiamo la forma finale della molla creando un piano al centro del modello e specchiando il toro nella parte superiore.
Design della molla elicoidale con profilo a fessura
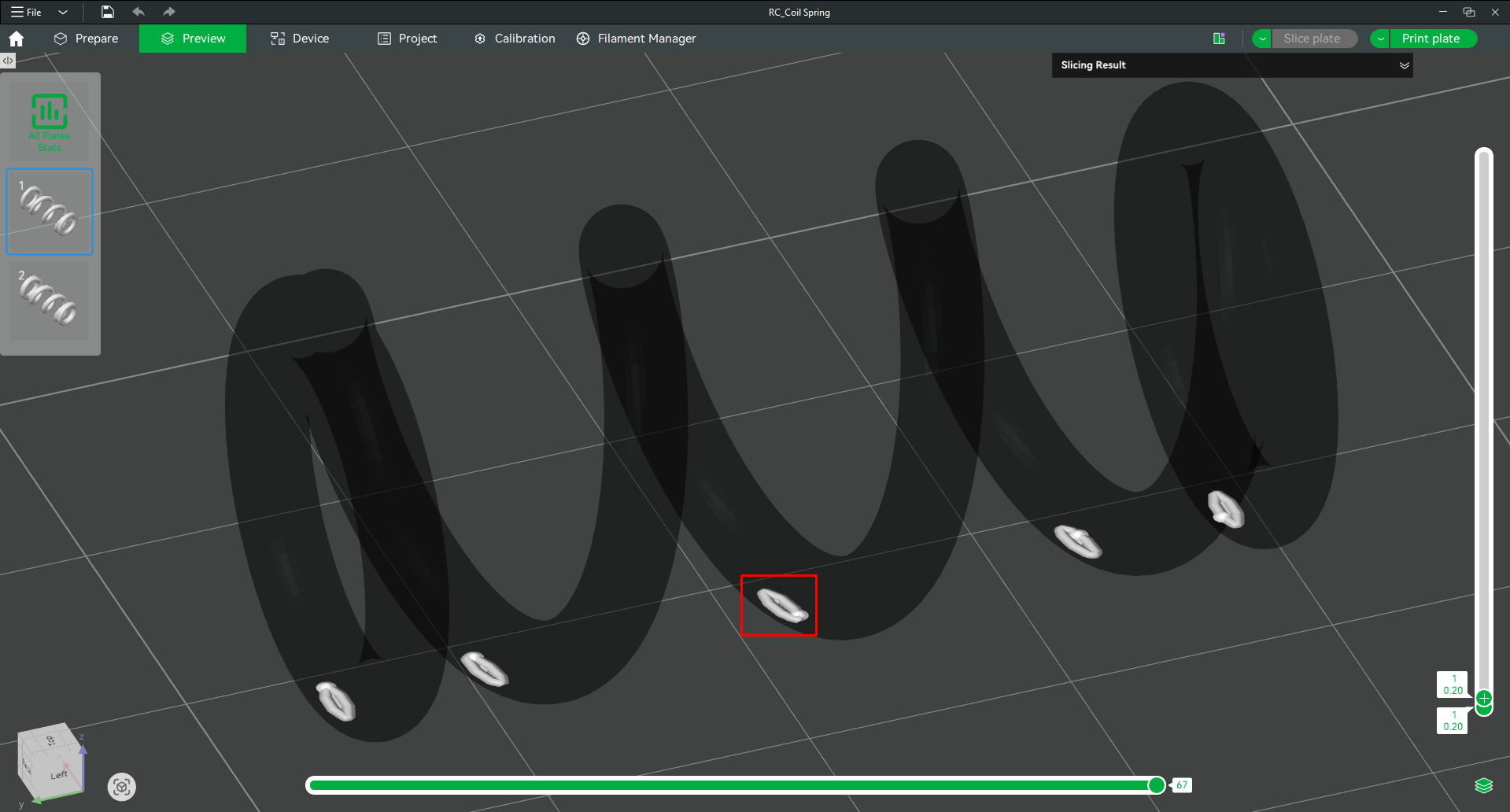
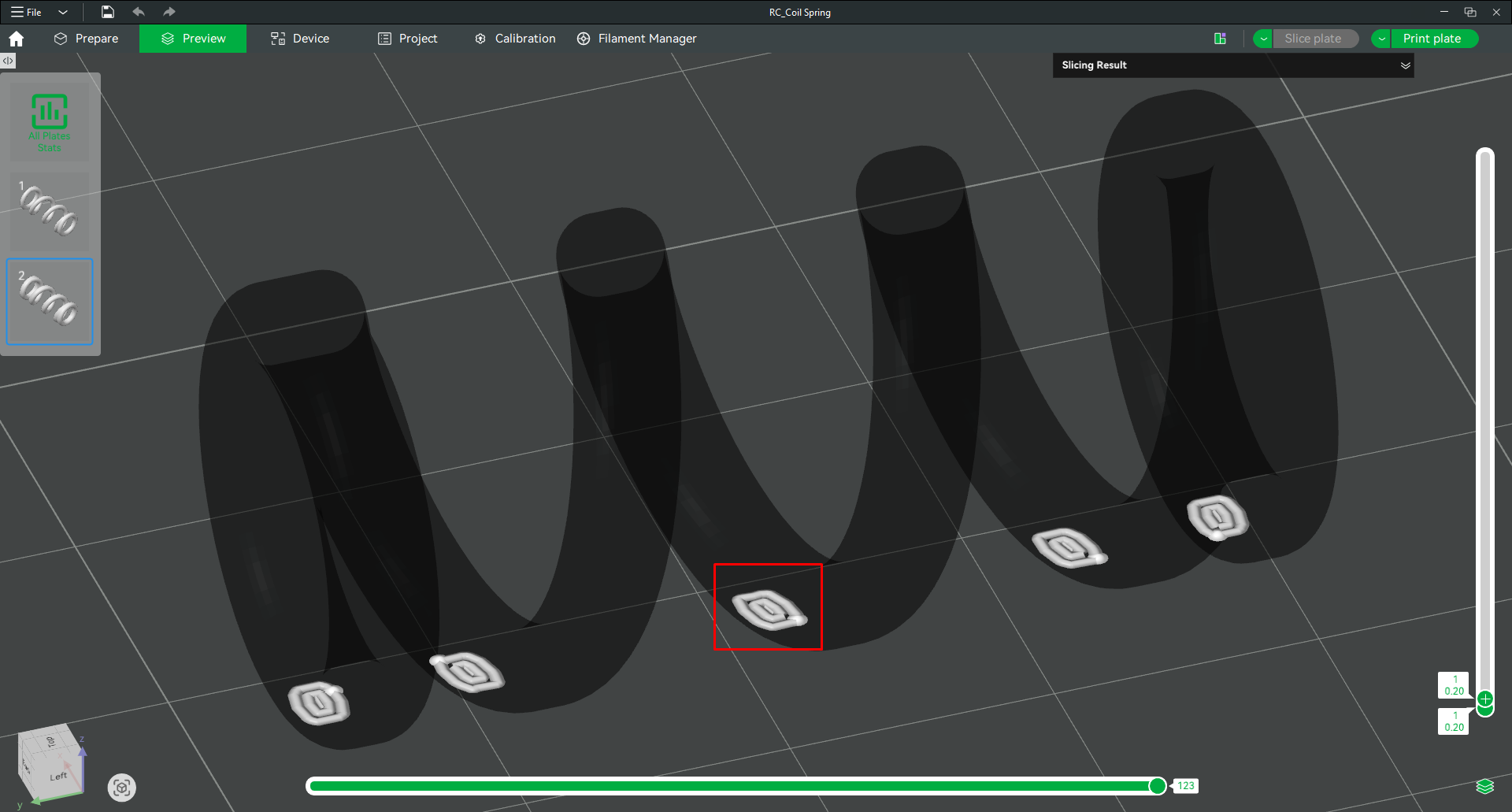
Le molle tradizionali hanno un profilo circolare, come ho mostrato nell'esempio. Quando si desidera produrre una molla utilizzando la tecnologia FDM, si noterà che le molle a profilo circolare non offrono prestazioni ottimali. In particolare, le molle minimali utilizzate per le auto radiocomandate diventano eccessivamente fragili. Un altro problema è che la loro area di contatto con il piano di stampa è molto piccola, il che rende la stampa difficoltosa. Come ho mostrato nel software di slicing, il contatto del primo strato di una molla a profilo circolare è minimo, il che rende la stampa difficile. In questo caso, ovviamente, possiamo risolvere il problema aggiungendo un bordo e dei supporti per garantire una migliore adesione al piano di stampa.
Se esaminiamo la sezione trasversale all'altezza dello strato in cui le spire della molla si uniscono in un unico blocco durante il resto della stampa, possiamo vedere di nuovo che l'adesione avviene su un'area molto piccola.
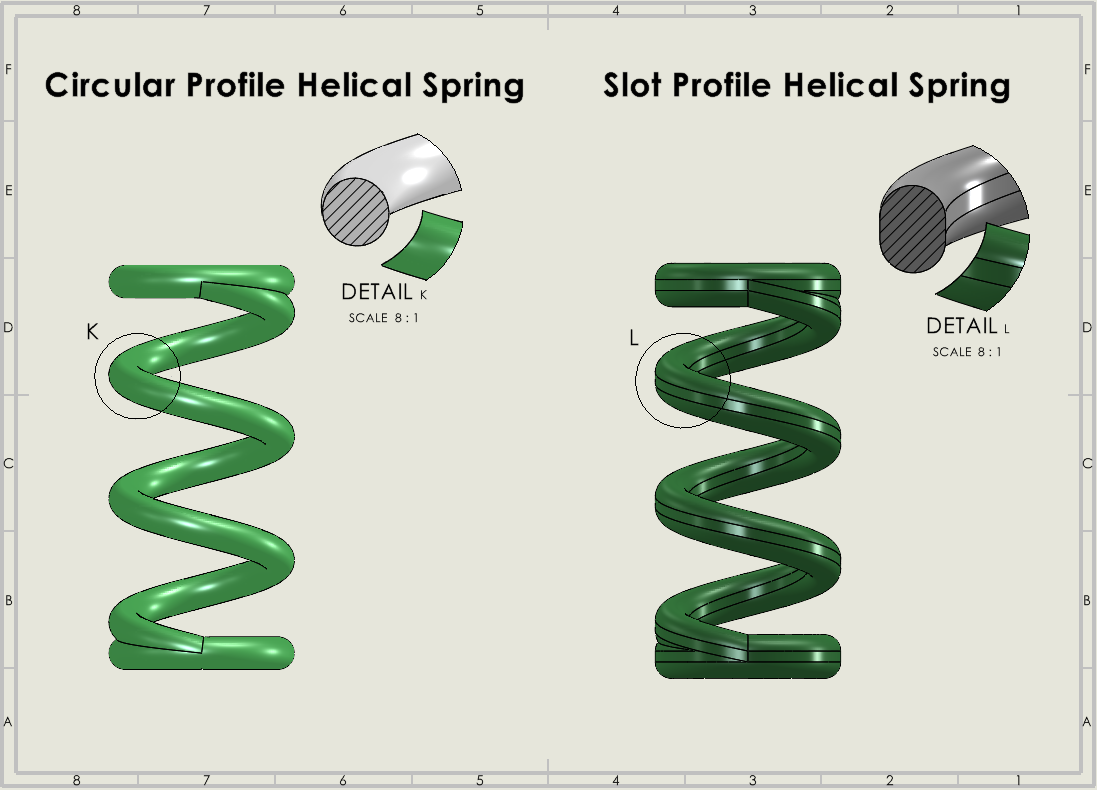
A seguito dei miei test, ho osservato che l'adesione al piano di stampa è difficoltosa e che la molla si rompe dopo pochi cicli di compressione. Per ovviare a questo problema, ho deciso di modificare il profilo della molla. Utilizzando un profilo a fessura anziché circolare, ho ottenuto una migliore adesione al piano di stampa e una molla più resistente grazie alle superfici piane. Le differenze tra i due profili di molla sono illustrate nell'immagine sottostante.
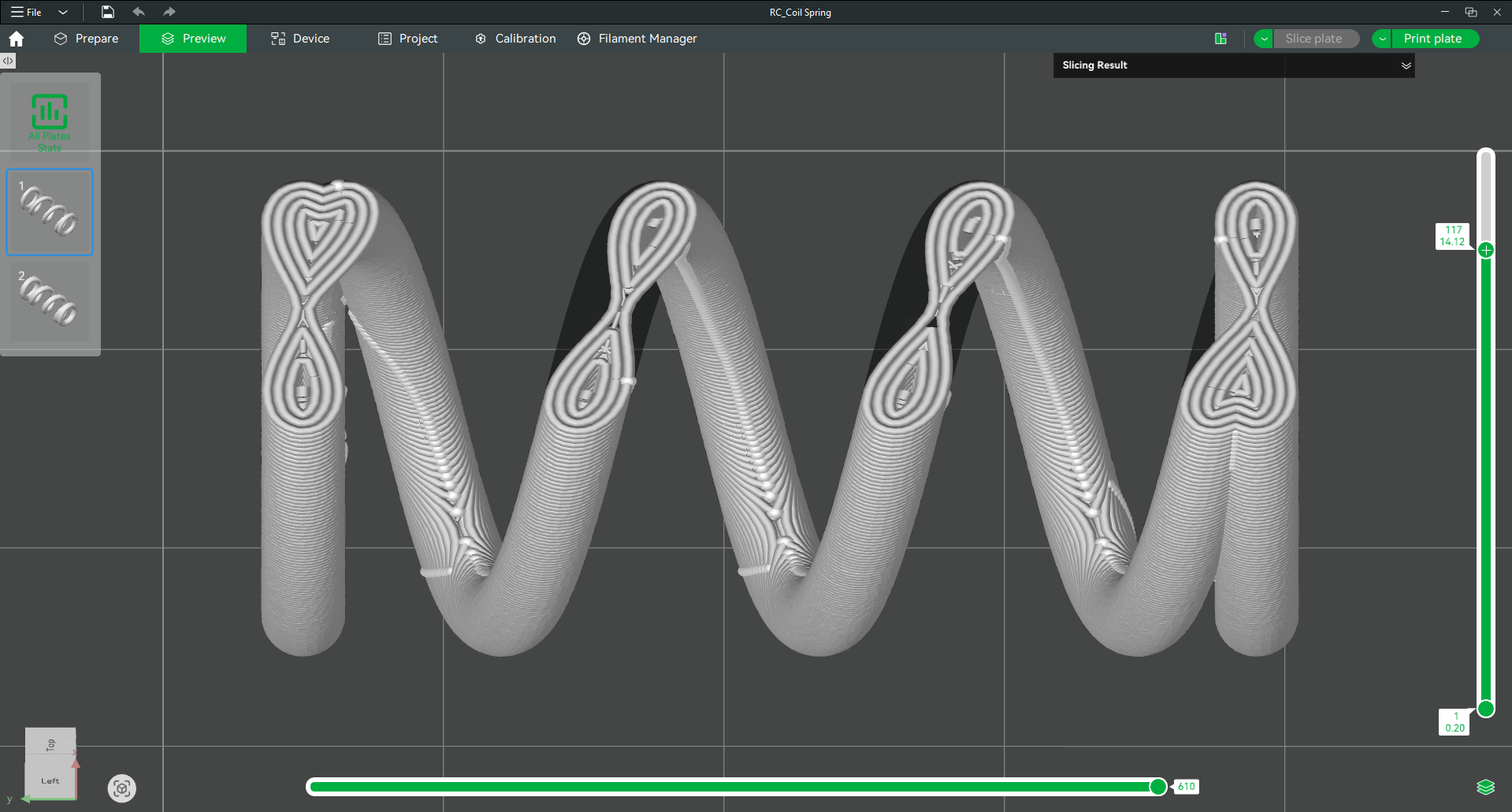
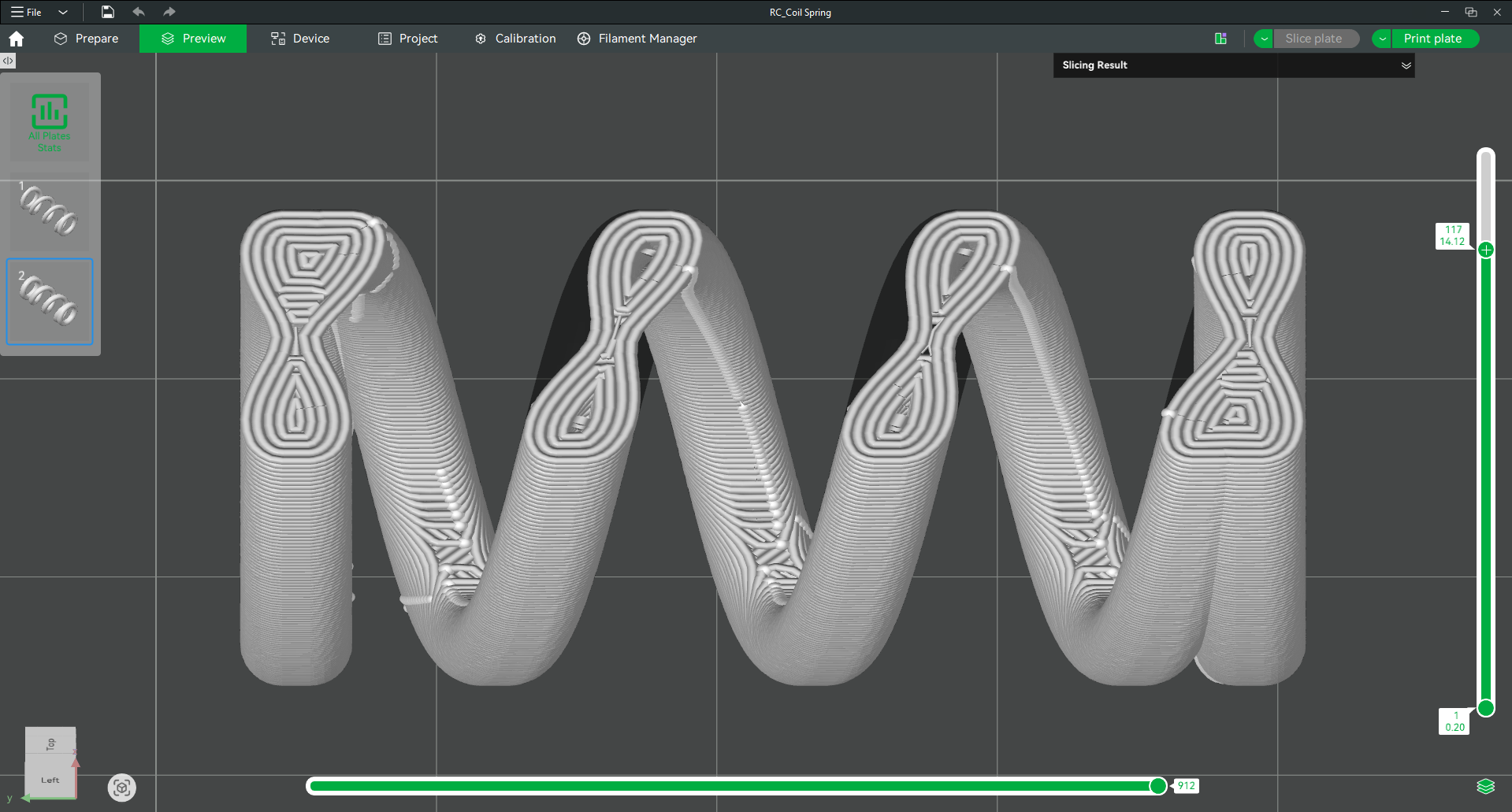
Esaminandolo con il software di slicing, si può notare che le minuscole superfici piatte coprono un'area maggiore nel primo strato rispetto alla molla a profilo circolare.
Se esaminiamo la sezione trasversale all'altezza dello strato in cui le spire della molla si uniscono in un unico blocco durante il resto della stampa, possiamo osservare che l'incollaggio avviene su una superficie molto più ampia rispetto al profilo circolare.
Dopo aver osservato la diversa durata delle molle in base al loro profilo, mi sono posto la seguente domanda: perché le molle a profilo circolare si rompono più facilmente, mentre quelle a profilo scanalato durano anni senza rompersi?
L'impatto della tecnologia FDM e dell'anisotropia
La causa principale di questo problema risiede nella tecnologia di stampa 3D utilizzata. Io utilizzo una stampante 3D con tecnologia FDM. I pezzi prodotti con tecnologia FDM hanno una struttura anisotropa. Ma cosa significa anisotropo? Una struttura anisotropa si comporta in modo esattamente opposto a una struttura isotropa. Mentre un materiale con struttura isotropa presenta le stesse proprietà meccaniche in ogni direzione (lo stampaggio a iniezione ne è un esempio), un materiale con struttura anisotropa non presenta lo stesso comportamento meccanico in ogni direzione. In parole semplici, la resistenza sul piano XY e la resistenza interstrato lungo l'asse Z sono diverse tra loro.
Nelle molle a profilo circolare: il punto di contatto tra due strati circolari sovrapposti è tangenziale. A causa della geometria, gli strati aderiscono tra loro solo in un'area molto ristretta. Questa situazione crea un legame molto debole lungo l'asse Z, e la separazione degli strati (delaminazione) inizia facilmente da queste strette superfici di contatto mentre la molla è in funzione.
Molle con profilo a fessura: grazie alle parti piatte del profilo, la superficie di contatto degli strati sovrapposti è molto più ampia. Le catene polimeriche che si legano su un'ampia superficie creano una struttura molto più resistente alle forze di taglio e torsione che si verificano quando si flette la molla.
Ho già citato le due ragioni più ovvie. Oltre a queste, possiamo elencare molti altri fattori, come i percorsi utensile creati dal software di slicing, le sporgenze e l'effetto intaglio.
Quindi, il profilo a fessura da solo è sufficiente come design? In realtà no. Finché non viene selezionato il filamento corretto, diventa fragile come una molla a profilo circolare. Ora, esaminiamo insieme l'effetto della scelta del materiale sulla durata.
Scegliere il materiale giusto per la molla elicoidale
Durante i test ho utilizzato 3 materiali diversi: PLA, PETG e ABS. Ho impiegato il mio progetto di molla con profilo a fessura.
Test PLA: La molla non è riuscita a mantenere a lungo la sua elasticità e, dopo un certo utilizzo (in un breve periodo), si è prima incrinata e poi rotta completamente.
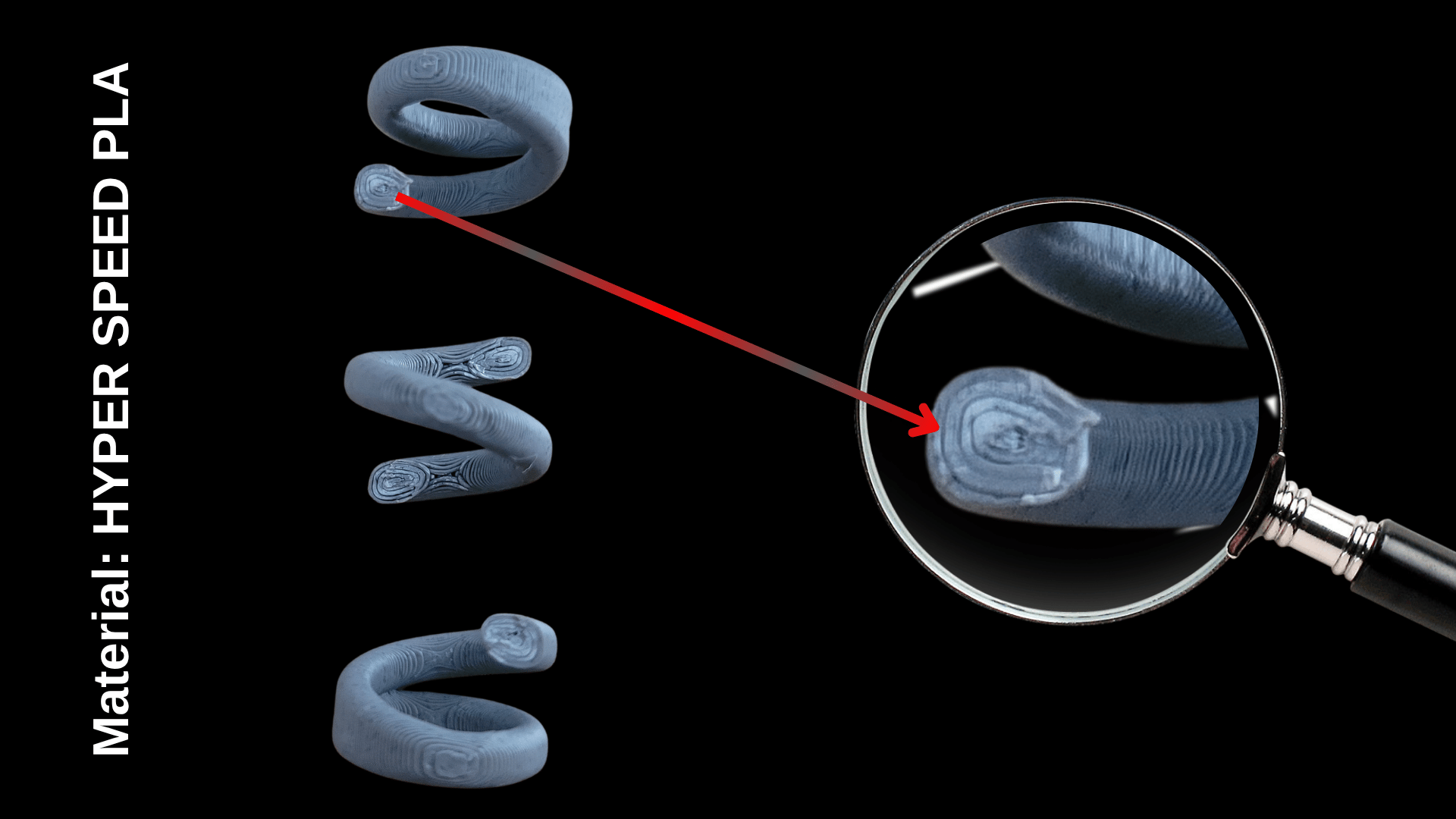
Nell'immagine, ho mostrato da vicino la superficie di frattura osservandola al microscopio. La superficie di frattura è perfettamente piatta, come se fosse stata tagliata con un coltello. Si può notare che non vi sono segni di sbiancamento da stress, allungamento o restringimento ai bordi, che indicherebbero una deformazione plastica del materiale prima della rottura. Ciò indica che il PLA non tollera la flessione e, una volta raggiunto il suo limite, si incrina e si rompe improvvisamente come il vetro.
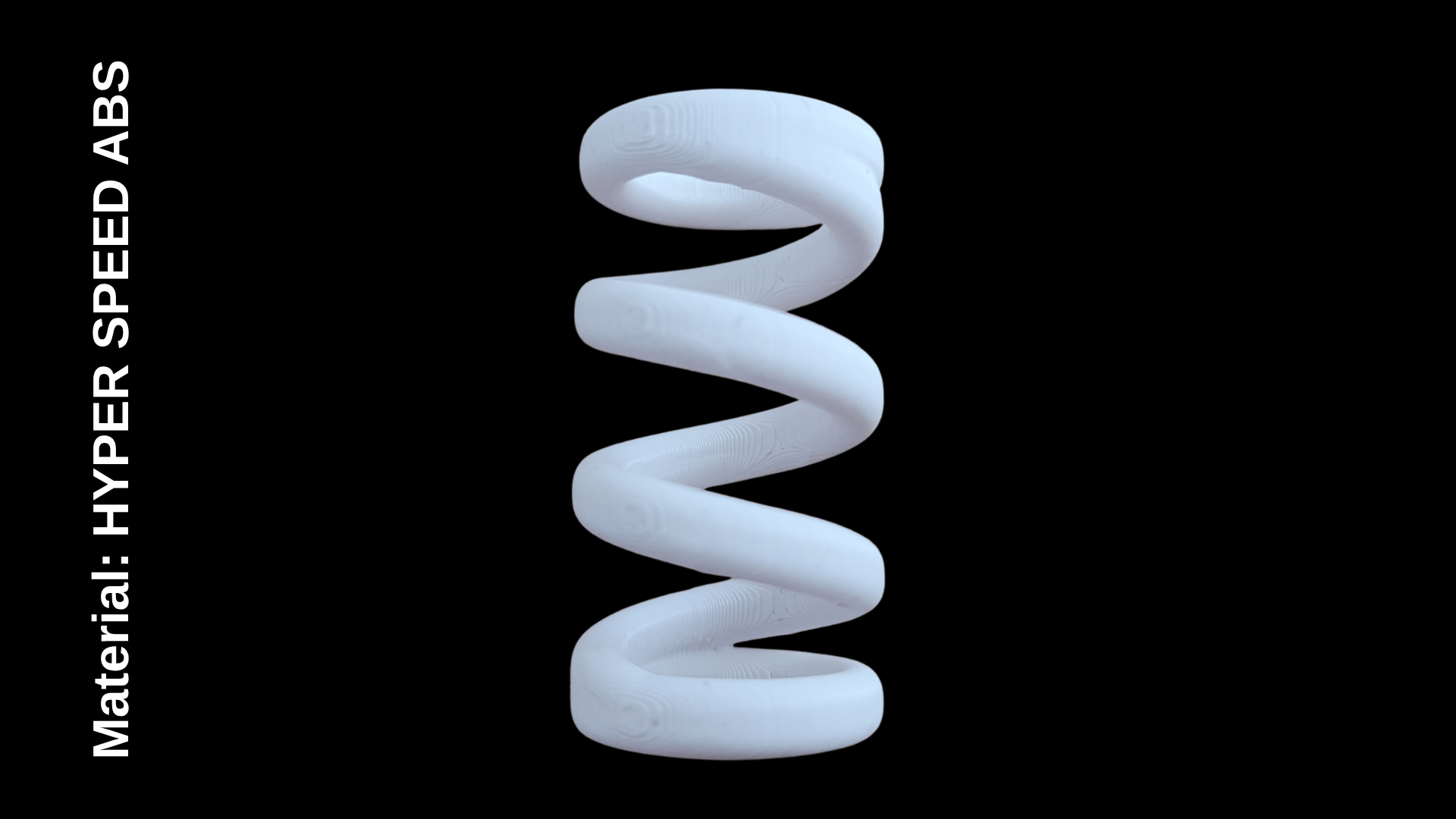
Test ABS: La molla continua a mantenere la sua elasticità. In caso di rottura, aggiornerò l'immagine e condividerò con voi i commenti necessari.
Ma perché il PLA si è rotto mentre l'ABS ha resistito? Il PLA è intrinsecamente un materiale fragile. L'ABS, d'altra parte, è un materiale duttile.
PLA contro ABS in base alla struttura del materiale
- Il PLA non tollera bene la flessione.
- La sua resistenza allo snervamento è superiore a quella dell'ABS.
- Quando vengono applicati movimenti di flessione, si formano delle microfratture tra le catene polimeriche, e queste crepe si propagano rapidamente, trasformandosi in una struttura che improvvisamente si incrina e si rompe come il vetro.
- Presenta un allungamento a rottura compreso tra il 6% e il 10%.
- Il componente polibutadiene presente nell'ABS gli conferisce la capacità di flettersi e assorbire gli urti.
- La sua capacità di flessione è così elevata che, anche se sottoposto a flessioni ripetute, resiste fortemente alla formazione di microfratture. Assorbe l'energia e ritorna alla sua forma originale.
- Presenta un allungamento a rottura compreso tra il 20% e il 40%.
PLA vs. ABS in base alle condizioni di stampa
- Il PLA offre una facile stampa su molte stampanti, comprese quelle a sistema aperto.
- La ventola di raffreddamento del pezzo funziona al 100%. Nelle stampanti ad alta velocità di nuova generazione, anche la ventola laterale ausiliaria fornisce un raffreddamento massiccio. Nel momento in cui l'ugello deposita la plastica fusa sullo strato precedente, la plastica si raffredda e solidifica rapidamente in pochi secondi. In questo caso, lo strato superiore aderisce a quello inferiore solo superficialmente. Non si intrecciano a livello molecolare.
- L'ABS richiede stampanti a camera chiusa e il mantenimento di una temperatura ambiente entro un certo livello all'interno della camera stessa. (È possibile stampare in ABS anche con stampanti a telaio aperto, ma è importante notare che ciò non significa sfruttare appieno le proprietà dell'ABS.)
- Durante la stampa dell'ABS, la temperatura della camera viene mantenuta tra i 45 e i 60 gradi Celsius e la ventola laterale è spenta. La ventola di raffreddamento del pezzo è spenta o funziona a bassa velocità. Quando l'ugello deposita un nuovo strato, poiché lo strato sottostante è ancora caldo (vicino alla sua temperatura di transizione vetrosa), si rifonde leggermente con il calore della plastica calda appena arrivata. In questo caso, le catene polimeriche dello strato superiore e di quello inferiore si compenetrano e si intrecciano.
In sintesi, mentre il PLA è un'ottima scelta per i prototipi destinati a rimanere esposti su uno scaffale o a sopportare carichi statici, l'ABS si rivela una scelta migliore quando entrano in gioco carichi dinamici che implicano comportamenti meccanici.
Prestazioni PETG (La via di mezzo)
Non ho effettuato un nuovo test per il PETG. Perché quando ho realizzato il mio primo progetto di auto radiocomandata anni fa, ho usato il PETG al posto del PLA. Sebbene abbia funzionato correttamente per molto tempo, ha perso la sua elasticità dopo un certo periodo.
Il PETG si posiziona tra il PLA e l'ABS. Presenta una maggiore duttilità rispetto al PLA, pur essendo più fragile rispetto all'ABS. È più facile da stampare rispetto all'ABS.
Quindi, mi chiedo: cosa determina se una molla è morbida o rigida? È solo la scelta del materiale? La risposta è no. La scelta del materiale è uno dei fattori. In tal caso, vediamo come viene calcolato il valore di rigidità della molla, che indica se è rigida o morbida.
Come si calcola la rigidità di una molla?
Molte variabili determinano la rigidità o la morbidezza di una molla. Variabili come il diametro del filo (d), il diametro medio della spira (D), il numero di spire attive (n) e il modulo di taglio del materiale (G) determinano la costante elastica della molla. È possibile calcolare la costante elastica della molla utilizzando la seguente formula:
$$k = \frac{G \cdot d^4}{8 \cdot n \cdot D^3}$$
Quindi, qual è la rigidità di questa molla?
La rigidità della molla (k) indica la forza necessaria per comprimere la molla di 1 mm. Minore è il valore di k, più morbida è la molla, mentre maggiore è il valore di k, più rigida è la molla.
Caratteristiche di maneggevolezza: molle morbide vs. rigide
Per comprendere la differenza tra una molla morbida e una molla rigida, dobbiamo esaminare i loro effetti caratteristici:
- Molle morbide: massimizzano la trazione e rendono le risposte più prevedibili, ma la precisione dello sterzo diminuisce (dà una sensazione di lentezza).
- Molle rigide: migliorano la risposta dello sterzo (reazione più pronta) e aumentano la stabilità del telaio, ma possono causare rimbalzi del telaio su superfici irregolari, eliminando completamente la trazione.
La regola d'oro: l'approccio ingegneristico generalmente accettato negli sport motoristici e nella messa a punto delle piste RC è il seguente: "Utilizzare la molla più morbida possibile, ma sufficientemente rigida da impedire al veicolo di toccare il fondo e ribaltarsi in condizioni di elevata aderenza". Un sistema di sospensioni eccessivamente irrigidito comporta sempre un sacrificio in termini di aderenza meccanica.
Questo calcolo è valido per una molla standard, ovvero una molla con profilo circolare. Il calcolo per le molle con profilo scanalato si effettua utilizzando la seguente formula:
$$k = \frac{4 \cdot G \cdot J}{\pi \cdot n \cdot D^3}$$
$$J \cong \frac{A^4}{40 \cdot I_p}$$
Non entrerò nei dettagli dei calcoli in questa sede. Se qualcuno di voi fosse interessato, posso aggiornare il mio post sul blog aggiungendo i dettagli. Per ora, il nostro obiettivo è mostrare come creare il design di molla più preciso per la stampa 3D. Pertanto, mi limiterò a fornire i risultati dei calcoli.
Per eseguire il calcolo, abbiamo bisogno anche dei valori del modulo di taglio (G) dei materiali. Secondo le mie ricerche su internet, ho trovato i seguenti valori per il valore medio di G:
- PLA: 1100 MPa
- PETG: 800 MPa
- ABS: 750 MPa
Molla a profilo circolare
Specifiche di progettazione:
- Opzione 1: Numero di spire 4, Lunghezza 31 mm, Diametro medio della spira 14 mm, Diametro del filo 3 mm
- Opzione 2: Numero di spire 3, Lunghezza 38 mm, Diametro medio della spira 14 mm, Diametro del filo 3 mm
- Formula utilizzata:
$$k = \frac{G \cdot d^4}{8 \cdot n \cdot D^3}$$
| Materiale | Opzione 1 (k) | Opzione 2 (k) | Tasso di aumento della rigidità |
| PLA | 1,01 N/mm | 1,35 N/mm | %33.6 |
| PETG | 0,74 N/mm | 0,98 N/mm | %32.4 |
| ABS | 0,69 N/mm | 0,92 N/mm | %33.3 |
Esaminando i risultati, si può notare che, al diminuire del numero di spire, la rigidità della molla aumenta in media del 33%. Si può anche osservare che una molla a 4 spire stampata in PLA è più rigida di una molla stampata in ABS. Anche se l'obiettivo è quello di ottenere una molla più morbida aumentando il numero di spire, l'effetto del materiale rimane comunque predominante.
Tasso di molla del profilo della fessura
Specifiche di progettazione:
- Vecchio modello: numero di bobine 4, lunghezza 31 mm, diametro medio della bobina 14 mm
- Nuovo design: numero di bobine 3, lunghezza 38 mm, diametro medio della bobina 14 mm
- Formula utilizzata:
$$k = \frac{4 \cdot G \cdot J}{\pi \cdot n \cdot D^3}$$
Poiché non si tratta di un profilo di molla circolare, è necessario calcolare l'area della sezione trasversale del profilo della molla. Il profilo della scanalatura è costituito da due aree semicircolari e un'area rettangolare. Dopo aver effettuato i calcoli necessari, si è riscontrato che l'Area (A) è pari a 10,68 mm².
| Materiale | Vecchio modello (k) | Nuovo design (k) | Tasso di aumento della rigidità |
| PLA | 1,96 N/mm | 2,62 N/mm | %33.6 |
| PETG | 1,43 N/mm | 1,90 N/mm | %32.4 |
| ABS | 1,34 N/mm | 1,78 N/mm | %33.3 |
Se confrontiamo i risultati per l'ABS con le molle a profilo circolare, la molla a 4 spire è aumentata da 0,69 N/mm a 1,34 N/mm. L'ampia area della sezione trasversale creata dal profilo a fessura ha fornito un aumento del 94% della rigidità della molla. Naturalmente, questo ha reso la molla molto più rigida.
In precedenza, utilizzavo una molla a 4 spire con filamento in PETG e avevo calcolato un valore di k pari a 1,43 N/mm. Nel mio nuovo progetto, ho ridotto il numero di spire a 3 e ho scelto l'ABS come materiale. Il valore di k è diventato 1,78 N/mm. La rigidità della molla tra il vecchio e il nuovo progetto è aumentata del 24,5%.
Ottimizzazione della corsa e della durata di fatica delle molle elicoidali
Il nuovo design consente di ottenere una corsa di funzionamento migliore riducendo il numero di spire e aumentando la lunghezza complessiva della molla. La vecchia configurazione prevedeva 4 spire attive e 2 passive, con una lunghezza totale della molla di 31 mm. Al contrario, la nuova versione riduce le spire attive a 3, mantenendo quelle passive a 2, e aumentando la lunghezza totale della molla a 38 mm. Per entrambe le configurazioni, lo spessore del profilo della fessura rimane di 4 mm.
Vecchio modello: calcolo del viaggio primaverile
$$L_s = 6 spire \times 4 \text{ mm} = 24 \text{ mm} \quad \text{(Lunghezza solida della molla)}$$
$$S_{max} = 31 \text{ mm} – 24 \text{ mm} = 7 \text{ mm} \quad \text{(Corsa teorica massima)}$$
$$S_a = 4 spire attive} \times 0,1 \times 4 \text{ mm} = 1,6 \text{ mm} \quad \text{(Spazio di sicurezza minimo)}$$
$$S_{net} = 7 \text{ mm} – 1,6 \text{ mm} = 5,4 \text{ mm} \quad \text{(Corsa sicura entro cui la molla può operare)}$$
Nuovo design: calcolo dei viaggi primaverili
$$L_s = 5 spire \times 4 \text{ mm} = 20 \text{ mm} \quad \text{(Lunghezza solida della molla)}$$
$$S_{max} = 38 \text{ mm} – 20 \text{ mm} = 18 \text{ mm} \quad \text{(Corsa teorica massima)}$$
$$S_a = 3 spire attive} \times 0,1 \times 4 \text{ mm} = 1,2 \text{ mm} \quad \text{(Spazio di sicurezza minimo)}$$
$$S_{net} = 18 \text{ mm} – 1,2 \text{ mm} = 16,8 \text{ mm} \quad \text{(Corsa sicura entro cui la molla può operare)}$$
Con queste specifiche calcolate, sono state apportate anche le necessarie modifiche progettuali all'ammortizzatore per evitare che le spire si toccassero durante la compressione. Qual è stato quindi il vantaggio di questa modifica?
Quando le molle, sia quella vecchia che quella nuova, si comprimono della stessa quantità, ad esempio 4 mm, il tasso di utilizzo della corsa rispetto alla capacità totale è del 74% nella vecchia molla, mentre nella nuova è del 23%. Ciò offre un intervallo di funzionamento più confortevole e si traduce in un significativo miglioramento della durata a fatica della molla. Mentre nella vecchia molla lo stress sulle catene polimeriche è elevato, nella nuova molla è molto inferiore. Questo le consente di funzionare per un periodo più lungo. Nella vecchia molla, la probabilità di bloccaggio delle spire durante gli impatti improvvisi, ovvero la molla si comprime completamente e le spire si scontrano tra loro bloccandosi improvvisamente, è maggiore. La nuova molla ha la corsa libera necessaria per assorbire gli impatti improvvisi. Poiché la corsa libera è minore nella vecchia molla, questa funziona in modo più brusco e gli impatti sull'ammortizzatore si ripercuotono sul telaio. Grazie alla maggiore corsa libera della nuova molla, si ottiene una risposta più fluida e prevedibile.
Conclusione — Accesso al modello
In questo post del blog, ho condiviso la mia esperienza su come dovrebbe essere un design di molla per la stampa 3D. Se possiedi un'auto radiocomandata e vuoi stampare e utilizzare delle molle con la tua stampante 3D, questo blog può esserti d'aiuto. Se non hai esperienza di progettazione e stai cercando un modello 3D pronto per la stampa per la tua auto radiocomandata, puoi utilizzare il mio progetto tramite il link qui sotto. Inoltre, puoi acquistarlo a un prezzo molto conveniente per un periodo limitato.
Clicca sul link per usufruire dello sconto: Ammortizzatore per auto radiocomandata
Co-fondatore di ChampionXperience
Ridvan Polat è un SOLIDWORKS Elite Application Engineer, fondatore di ChampionXperiencee riconosciuto SOLIDWORKS, ENOVIAe 3DEXPERIENCE Champion. È specializzato nel supporto tecnico CATIA ed ENOVIA e nell'adattamento precoce di 3DEXPERIENCE , aiutando le organizzazioni a ottimizzare i flussi di lavoro PLM.
Ultimi articoli di Rıdvan Polat (vedi tutti)
- Da SOLIDWORKS a ZW3D: una guida semplice ai flussi di lavoro per la lavorazione della lamiera - 19 giugno 2026
- Progettazione di un GoBuggy con Onshape: come progettare il telaio - 2 giugno 2026
- Progettazione per la produzione additiva: la molla ammortizzatrice ideale per auto radiocomandate - 19 maggio 2026
Iscriviti
0 Commenti
Il più vecchio
