
© 2023 Blogchampionxperience.com tarafından oluşturuldu .
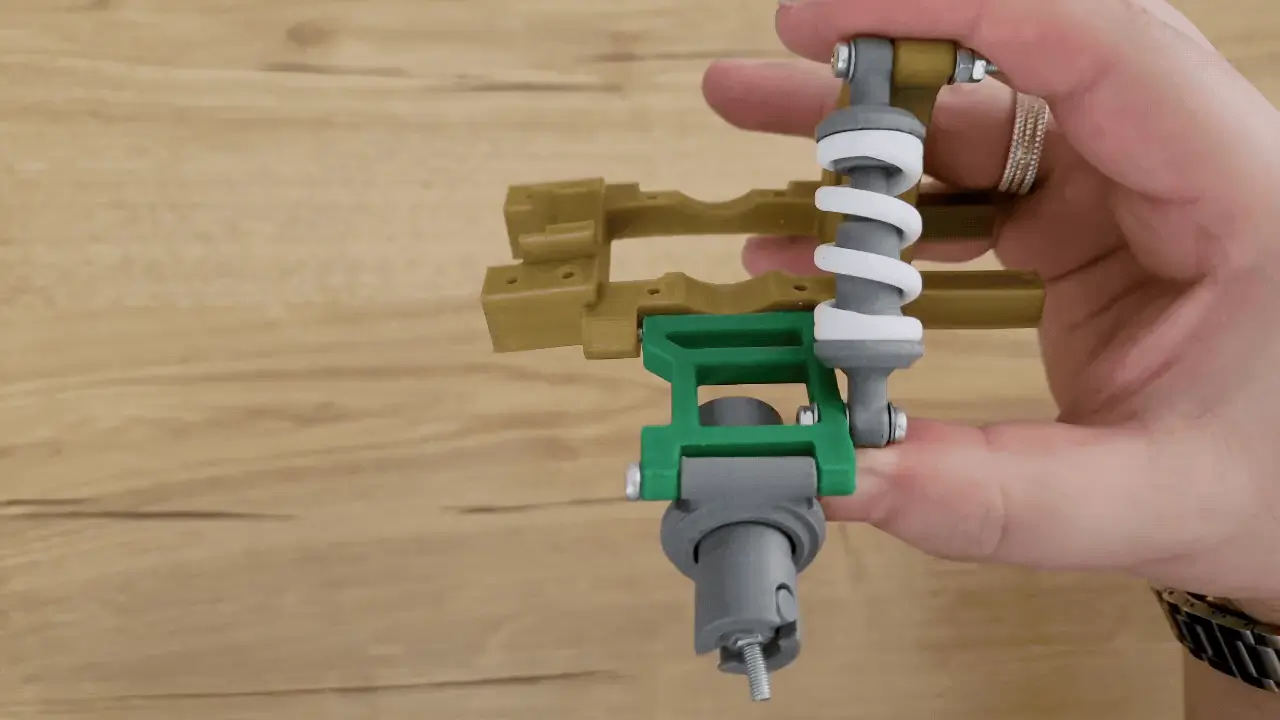
Daha önce kullanarak tasarladığım ve 3D yazıcıyla ürettiğim RC arabamın SolidWorks ömrünün sonuna geldi. PETG filament kullanarak bastığım helezon yay, esnekliğini kaybetti. Aslında, yumuşak bir yay oranına sahipti. RC arabayı yeniden tasarlarken, bu parçayı da iyileştirmeye karar verdim. Amacım, yayın hareket mesafesini artırmak ve daha yüksek bir yay oranına sahip bir yay elde etmekti. Bu iyileştirme süreci aslında tam bir Katmanlı Üretim için Tasarım (DfAM) uygulamasına dönüştü. Bu blog yazısında, 3D baskı için uygun bir helezon yay tasarımının nasıl olması gerektiğinden, yay oranının neye bağlı olduğuna ve baskı için hangi filamentlerin kullanılması gerektiğine kadar her şeyi ayrıntılı olarak inceleyeceğiz. ve xDesign amortisörünün helezon yayı
Helezon Yay Nasıl Tasarlanır?
Deneyimlediğim birçok CAD programında yay tasarımının neredeyse aynı şekilde yapıldığını söyleyebilirim. Yay tasarımı için iki şeye ihtiyacınız var: yayın çapını belirleyecek bir daire çizimi ve yaya sarmal şeklini verecek helis/spiral komutu.
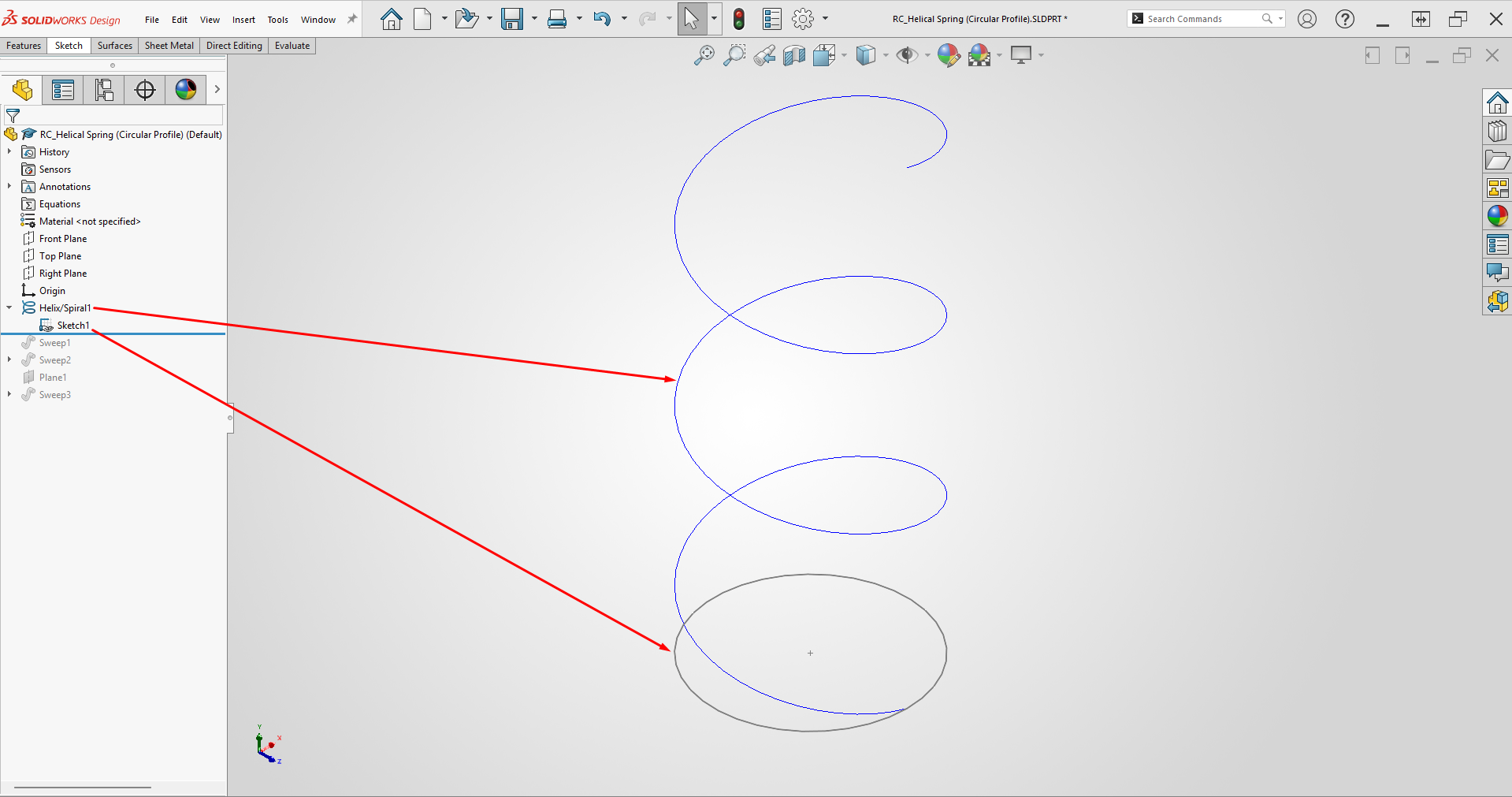
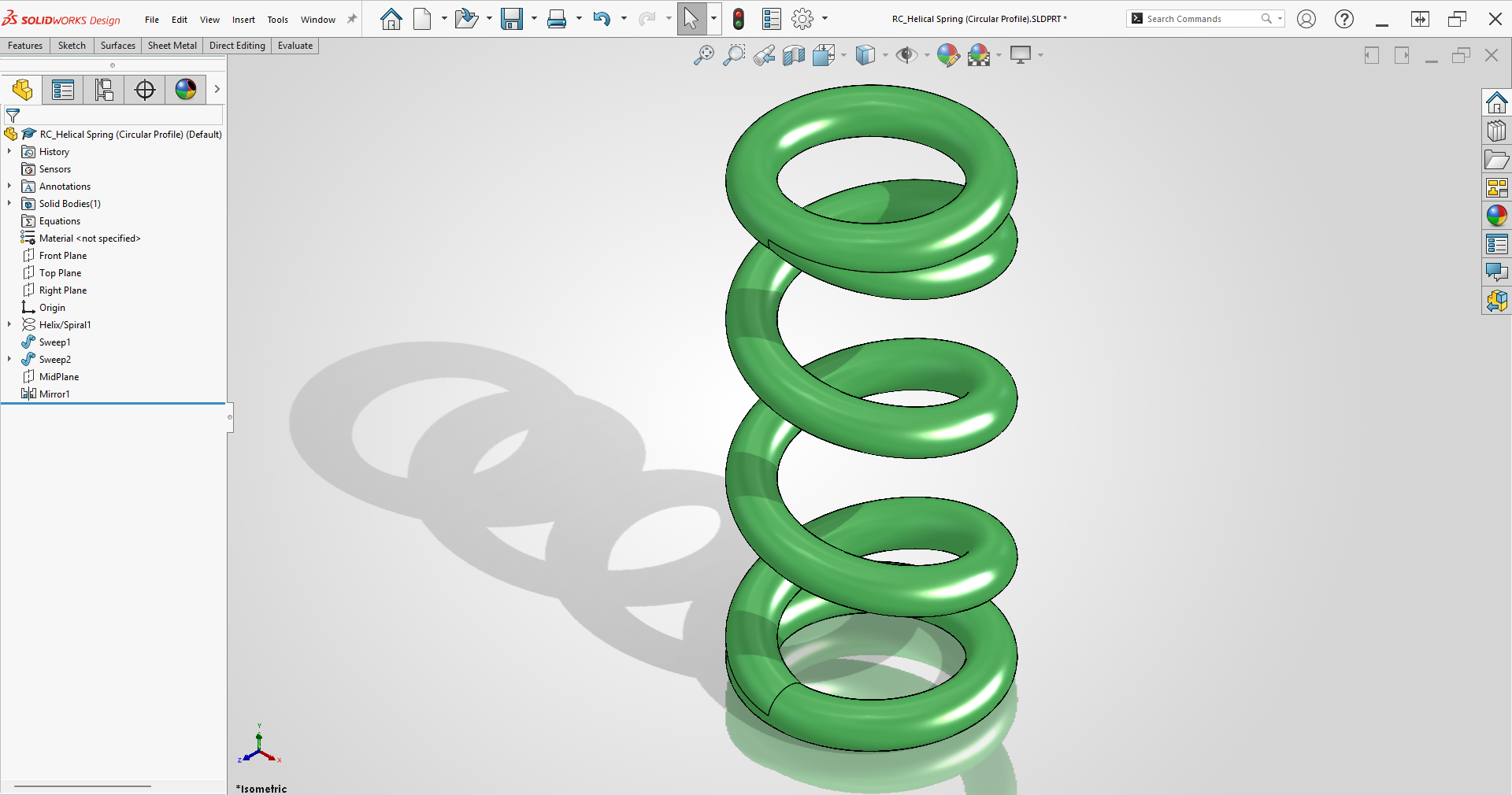
Sonraki adımlar, kullandığınız tasarım programına bağlı olarak farklılık gösterebilir. Burada SOLIDWORKS komutlarına göre ilerleyeceğiz. Yayın katı şeklini oluşturmak için bir yay profiline ihtiyacımız var. Daha sonra, Süpürme komutuyla profili ve yolu (burada yol, helezondur) seçerek yayın 3 boyutlu şeklini oluşturabilirsiniz. Ancak, helezon yay profilleri genellikle daireseldir ve dairesel profil seçeneği SOLIDWORKS Süpürme komutunda kolayca bulunur. Bu nedenle, herhangi bir profil oluşturmanıza gerek yoktur.
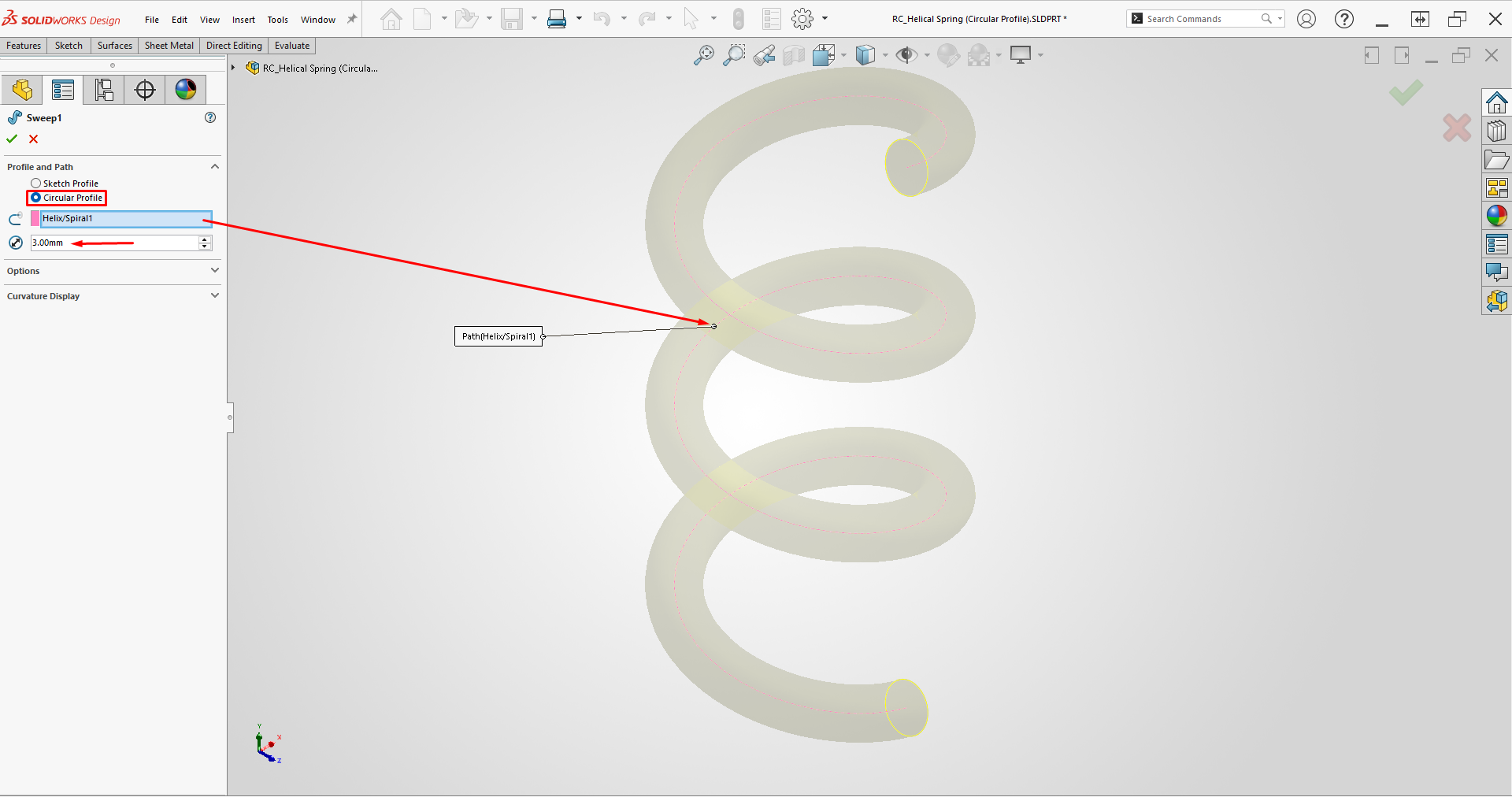
Yukarıdaki resimde gösterildiği gibi, Dairesel Profil seçeneğini seçtiğinizde, profil otomatik olarak bir daire olarak ayarlanır. Geriye kalan tek şey, bu dairenin çapını belirlemek ve yolu sarmal olarak seçmektir.
Bu yayı amortisör sisteminde kullanacağım için, üst ve alt temas yüzeylerini dairesel yapıyorum. Bunun için, daha önce Helix komutunda yay çapı için oluşturduğumuz daire çizimiyle birlikte Sweep komutunu kullanabilirsiniz.
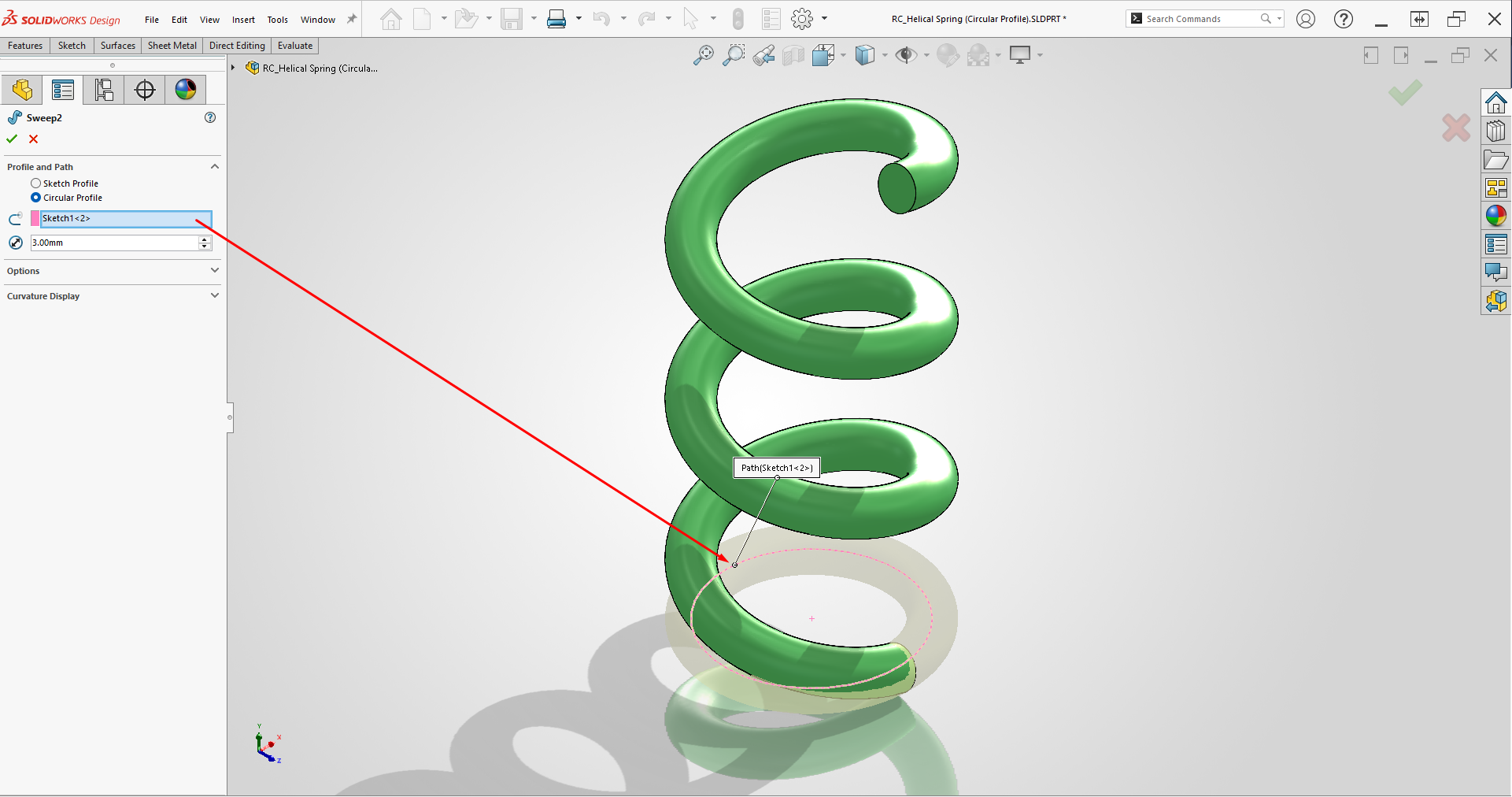
Altta oluşturduğumuz bu halka şeklindeki parça, amortisör üzerindeki yuvasına düzgün bir şekilde oturmasını sağlayacaktır. Modelin ortasında bir düzlem oluşturarak ve halkayı üst kısma yansıtarak yayın son şeklini oluşturuyoruz.
Yuva Profilli Helezon Yay Tasarımı
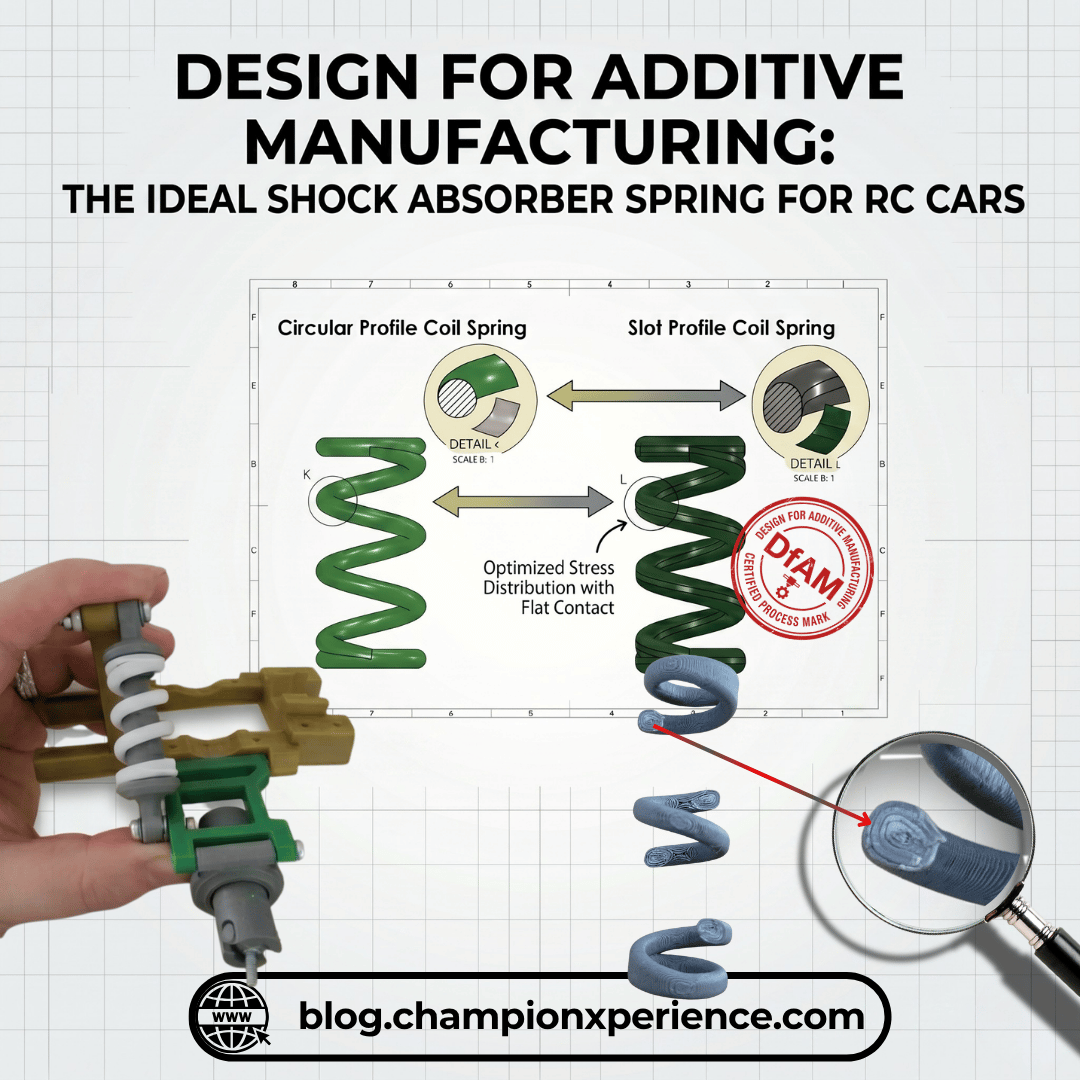
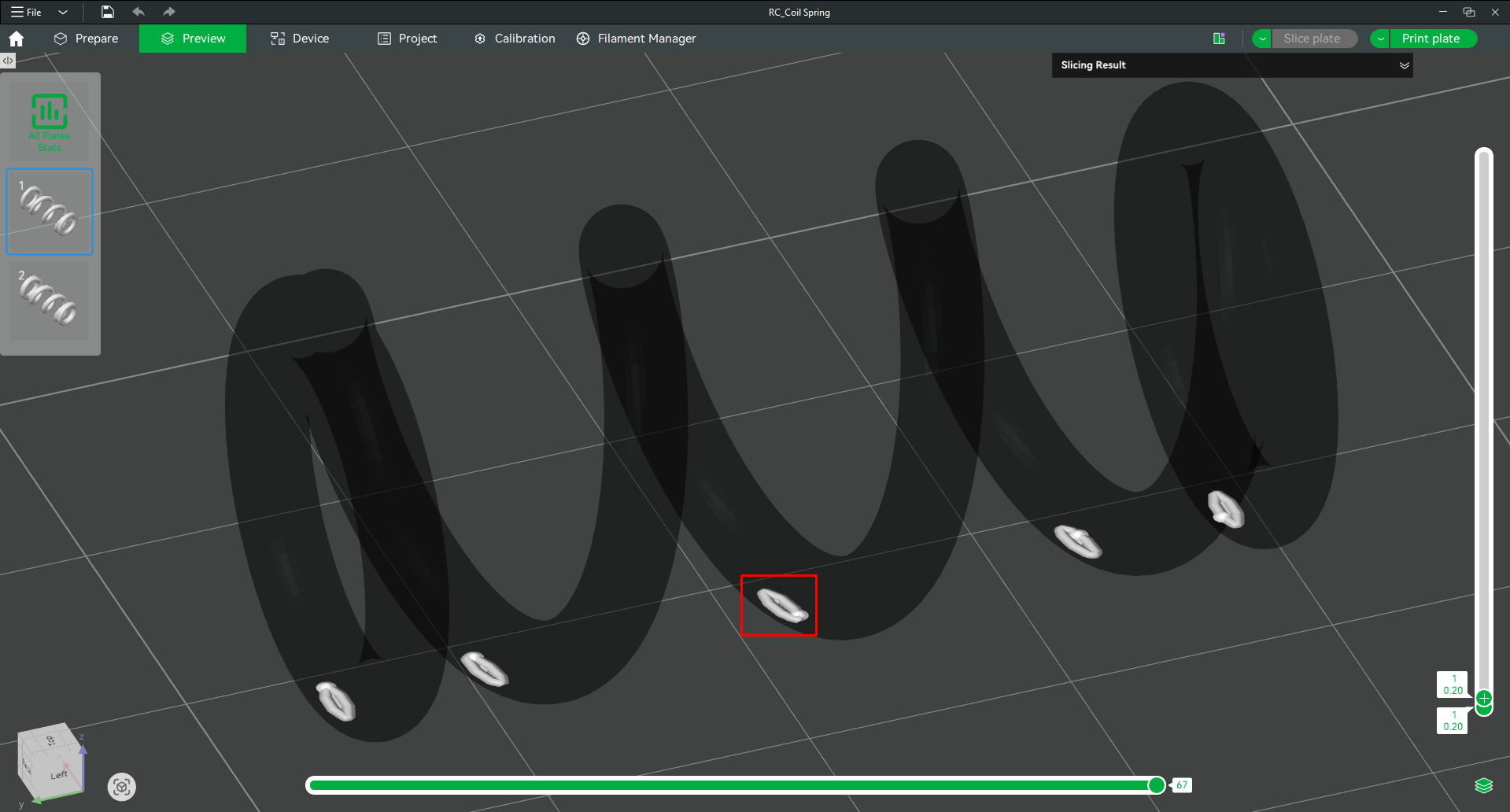
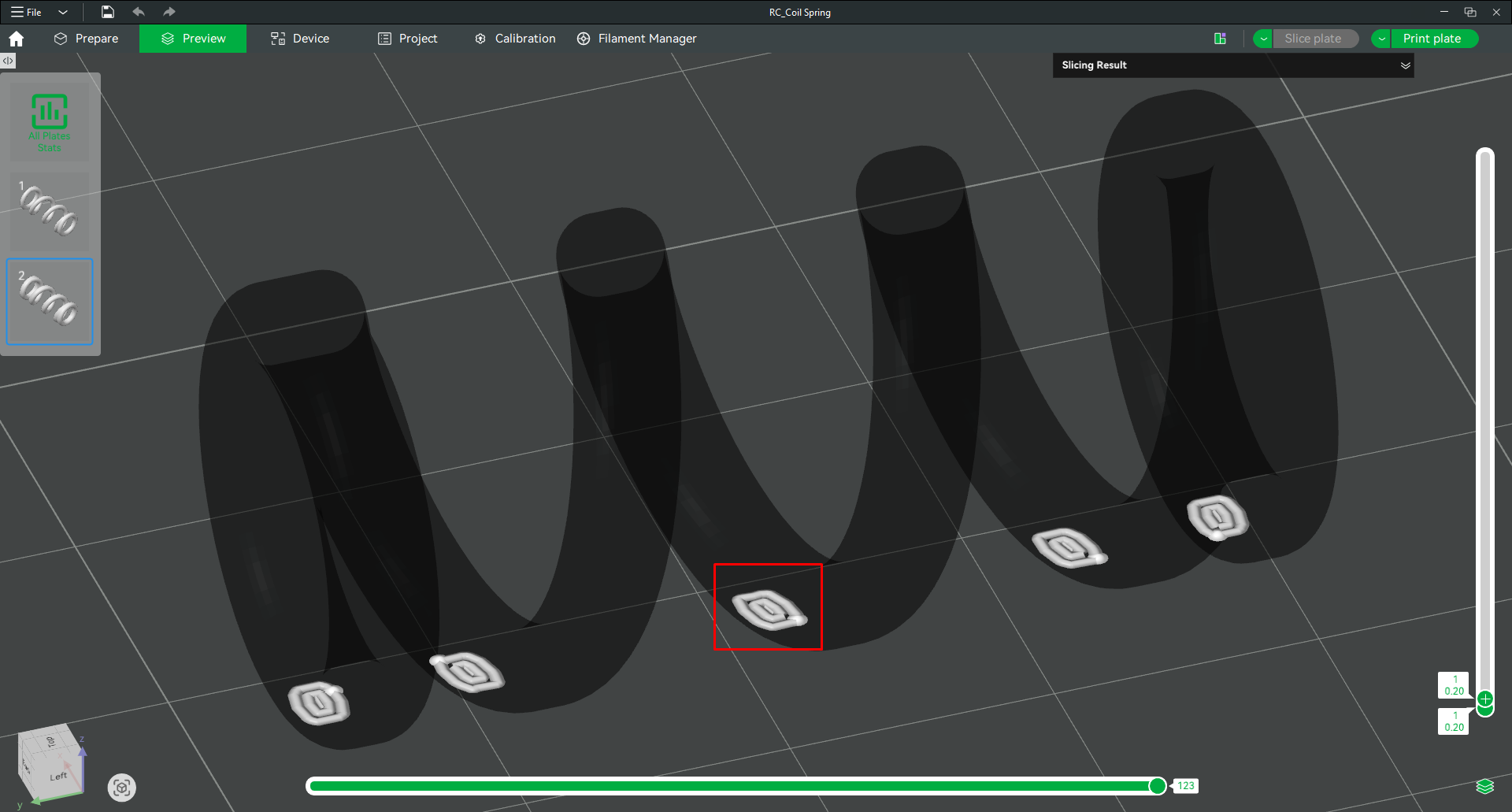
Örnekte gösterdiğim gibi, geleneksel yaylar dairesel bir profile sahiptir. FDM teknolojisi kullanarak yay üretmek istediğinizde, dairesel profilli yayların çok iyi performans göstermediğini göreceksiniz. Özellikle RC arabalarda kullanılan minimal yaylar aşırı derecede kırılgan hale gelir. Bir diğer sorun ise, yazıcı tablasıyla temas alanlarının çok küçük olması ve baskıyı zorlaştırmasıdır. Dilimleme yazılımında gösterdiğim gibi, dairesel profilli bir yayın ilk katman teması çok minimaldir, bu da baskıyı zorlaştırır. Burada, elbette, daha iyi tabla yapışması sağlamak için kenar ve destekler ekleyerek sorunu çözebiliriz.
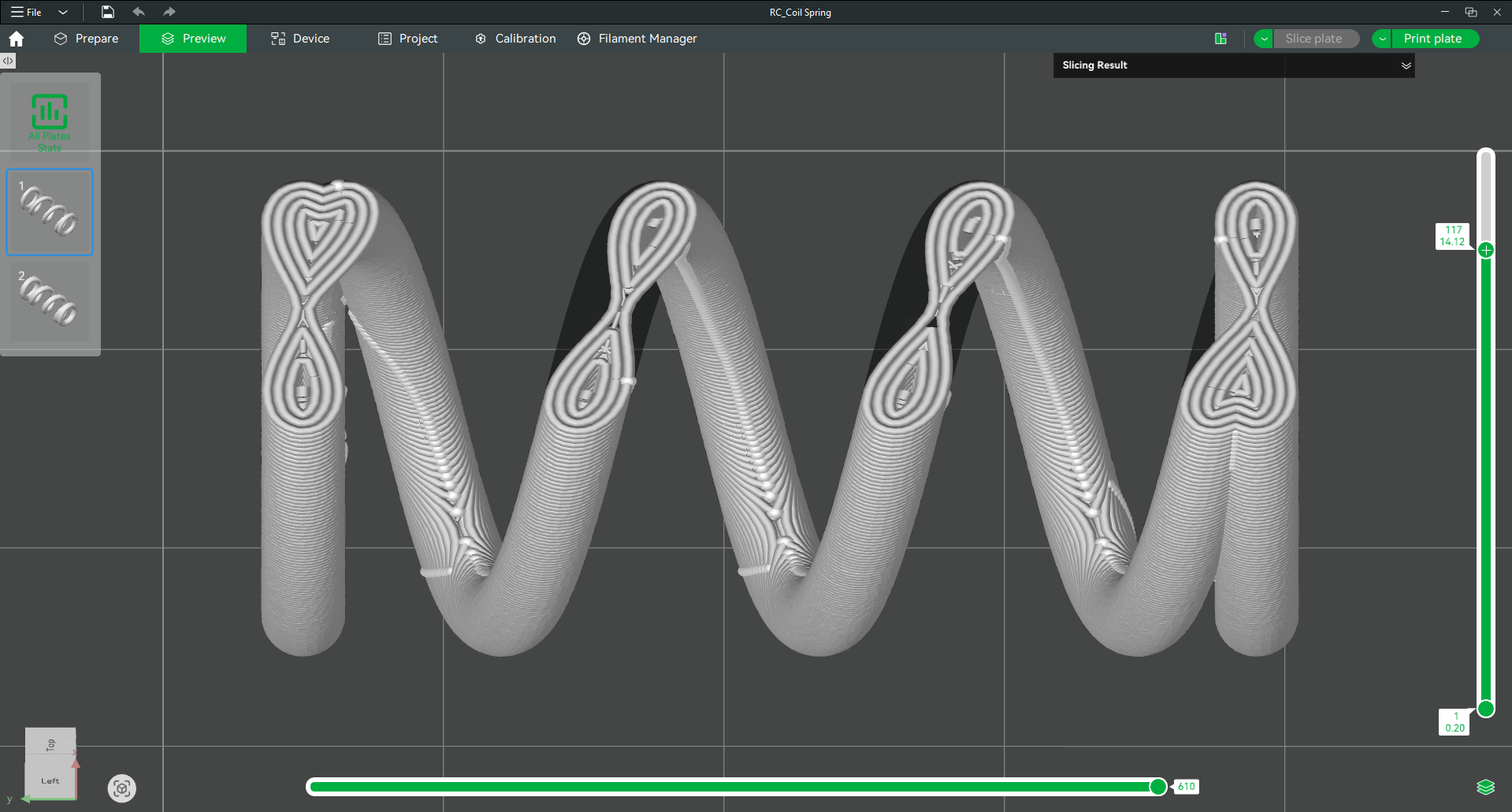
Baskının geri kalanında yay bobinlerinin birleştiği katman yüksekliğindeki kesiti incelediğimizde, yapışmanın çok küçük bir alanda gerçekleştiğini tekrar görebiliriz.
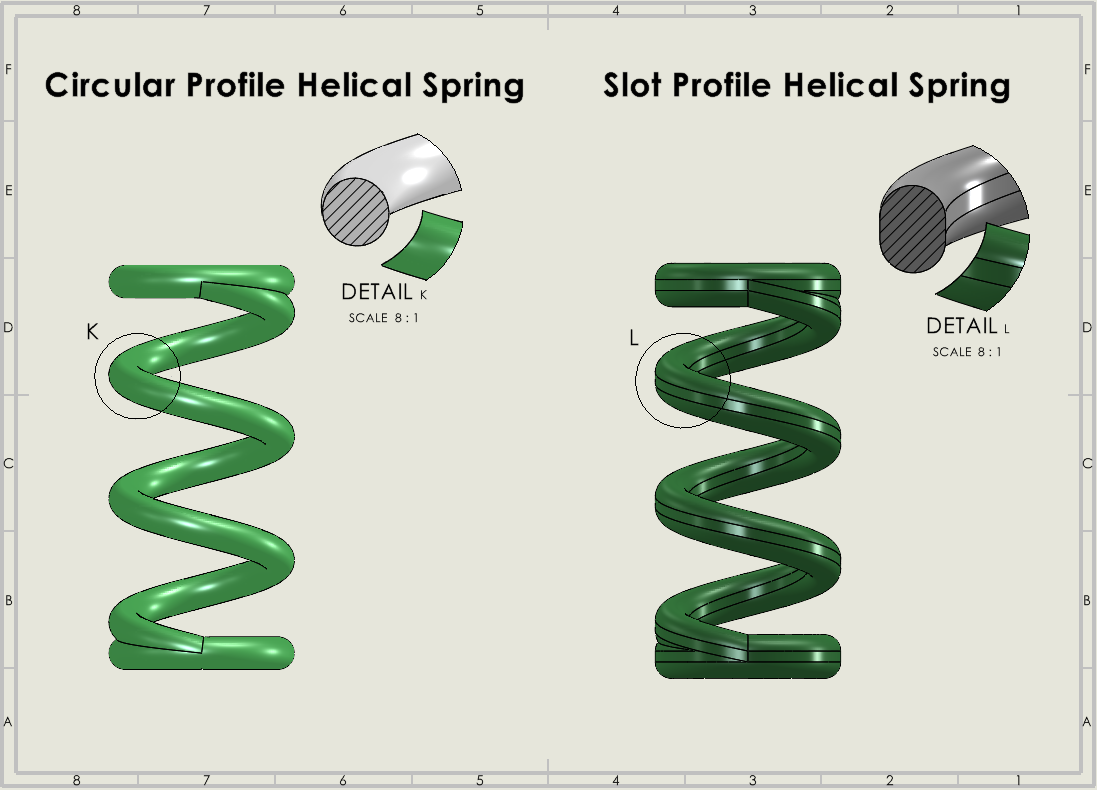
Yaptığım testler sonucunda, yatağa yapışmanın zor olduğunu ve yayın birkaç sıkıştırma döngüsünden sonra kırıldığını gözlemledim. Bu sorunu aşmak için yay profilinin tasarımını değiştirmeye karar verdim. Dairesel profil yerine oluklu yay profili kullandığımda, düz yüzeyler sayesinde daha iyi yatağa yapışma ve daha güçlü bir yay elde ettim. Yay profilleri arasındaki farkları aşağıdaki resimde gösterdim.
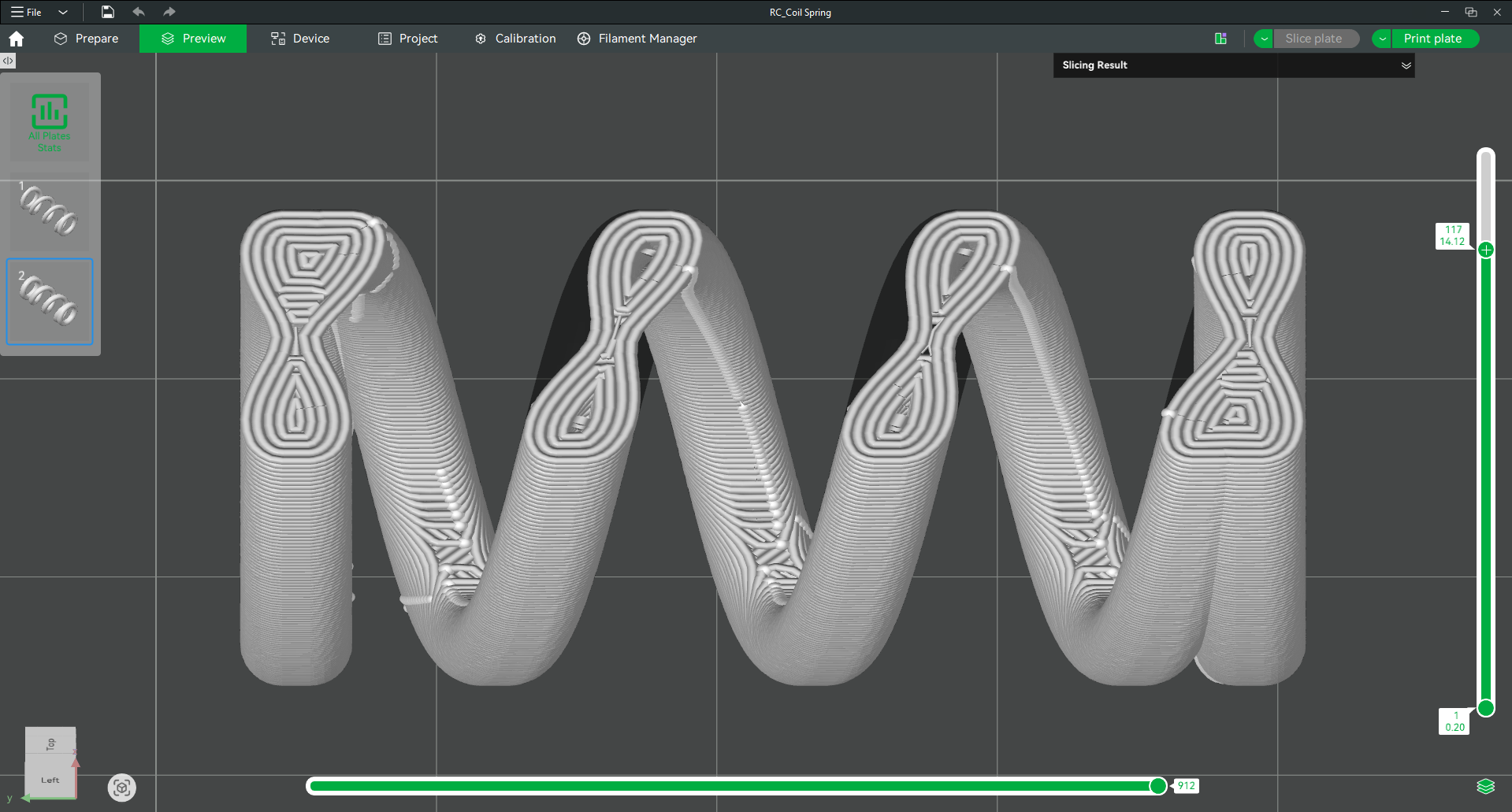
Dilimleme yazılımı aracılığıyla incelediğimizde, ilk katmanda küçük düz yüzeylerin dairesel profilli yaya kıyasla daha geniş bir alanı kapladığını görebiliriz.
Baskının geri kalanında yay bobinlerinin bir bütün olarak birleştiği katman yüksekliğindeki kesiti incelersek, yapışmanın dairesel profile kıyasla çok daha geniş bir yüzey üzerinde gerçekleştiğini gözlemleyebiliriz.
Yay profillerinin dayanıklılığındaki farklılıkları gözlemledikten sonra kendime şu soruyu sordum: Dairesel profilli yaylar neden daha çabuk kırılırken, oluklu profilli yaylar yıllarca dayanıp hiç kırılmadı?
FDM Teknolojisinin ve Anizotropinin Etkisi
Bu sorunun altında yatan temel neden, kullanılan 3D baskı teknolojisinde yatmaktadır. Ben FDM teknolojisine sahip bir 3D yazıcı kullanıyorum. FDM teknolojisiyle üretilen parçalar anizotropik bir yapıya sahiptir. Peki, anizotropik ne anlama geliyor? Anizotropik bir yapı, izotropik bir yapının tam tersi şekilde davranır. İzotropik bir yapıya sahip bir malzeme her yönde aynı mekanik özelliklere sahipken (enjeksiyon kalıplama buna bir örnektir), anizotropik bir yapıya sahip bir malzeme her yönde aynı mekanik davranışı göstermez. En basit haliyle, XY düzlemindeki dayanım ve Z eksenindeki katmanlar arası dayanım birbirinden farklıdır.
Dairesel Profilli Yaylarda: Üst üste binen iki dairesel katmanın temas noktası teğetseldir. Geometri nedeniyle, katmanlar birbirine yalnızca çok dar bir alanda yapışır. Bu durum, Z ekseninde çok zayıf bir bağ oluşturur ve yay çalışırken bu dar temas yüzeylerinden katman ayrılması (delaminasyon) kolayca başlar.
Oluklu Profil Yaylarında: Profilin düz kısımları sayesinde, üst üste binen katmanların temas yüzeyi çok daha geniştir. Geniş bir yüzey alanında bağlanan polimer zincirleri, yayı büktüğünüzde oluşan kesme ve burulma kuvvetlerine karşı çok daha dayanıklı bir yapı oluşturur.
Yukarıda en bariz iki nedeni belirttim. Bunların dışında, dilimleme yazılımı tarafından oluşturulan takım yolları, çıkıntılar ve çentik etkisi gibi birçok faktörü de sıralayabiliriz.
Peki, sadece yuva profili yeterli bir tasarım mı? Aslında hayır. Doğru filament seçilmediği sürece, dairesel profilli bir yay kadar kırılgan hale gelir. Şimdi, malzeme seçiminin dayanıklılık üzerindeki etkisini birlikte inceleyelim.
Helezon Yay İçin Doğru Malzemeyi Seçmek
Testleri yaparken 3 farklı malzeme kullandım: PLA, PETG ve ABS. Bu testleri gerçekleştirirken yuva profilli yay tasarımımı kullandım.
PLA Testi: Yay, uzun süre yay özelliğini koruyamadı ve belirli bir kullanım süresinden sonra (kısa bir süre içinde) önce çatladı, ardından tamamen kırıldı.
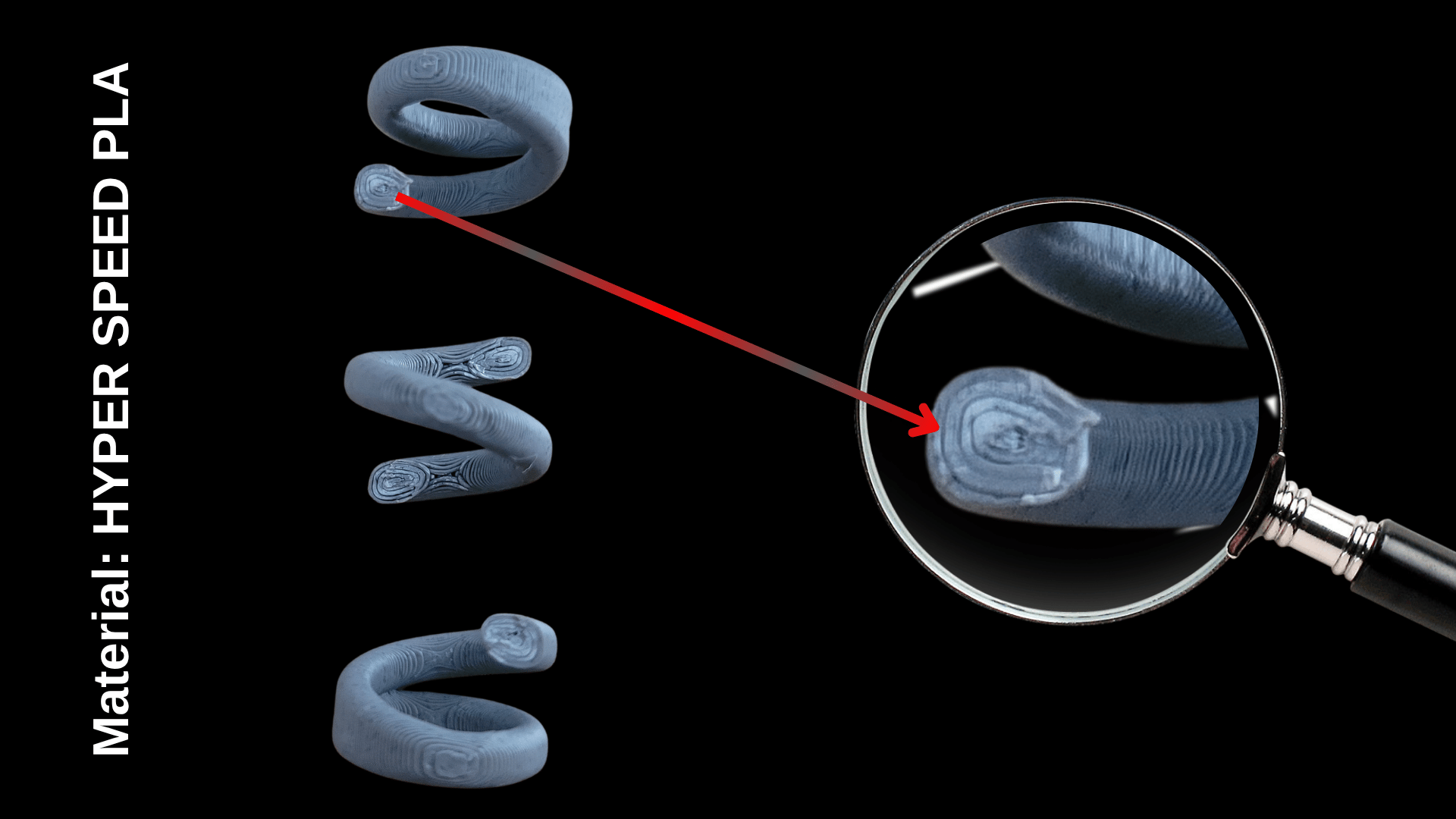
Resimde, kırık yüzeyini bir mercek altında yakından gösterdim. Kırık yüzey, tıpkı bir bıçakla kesilmiş gibi tamamen düz. Malzemenin kırılmadan önce deforme olduğunu gösteren gerilme beyazlaması, uzama veya kenarlarda daralma belirtisi yok. Bu, PLA'nın esnemeye dayanamadığını ve sınırına ulaştığında aniden cam gibi çatlayıp kırıldığını gösteriyor.
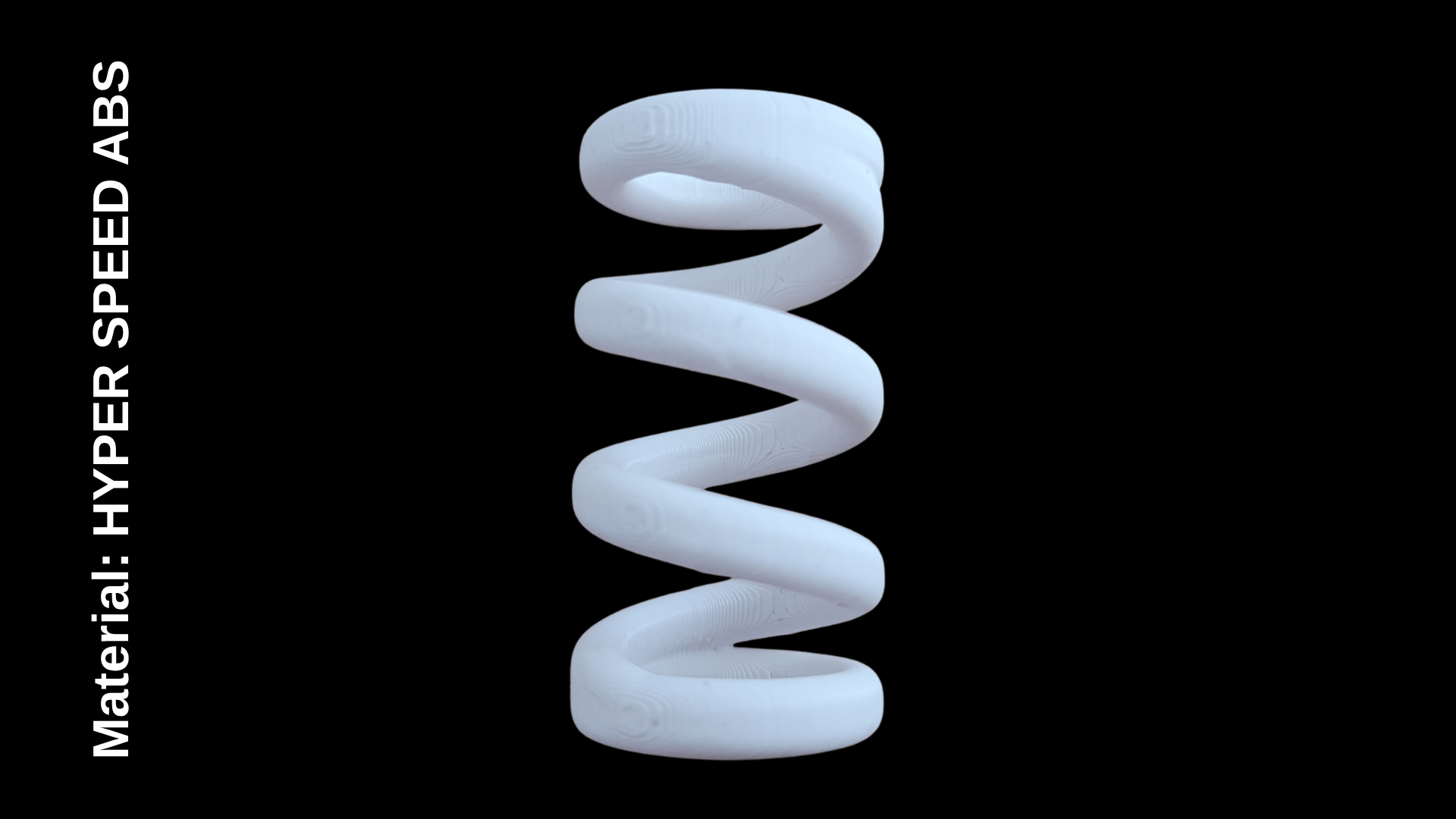
ABS Testi: Yay hala yay özelliğini koruyor. Herhangi bir kırılma durumunda, görüntüyü güncelleyeceğim ve gerekli yorumları sizinle paylaşacağım.
Peki PLA neden başarısız olurken ABS dayanıklı kaldı? PLA doğası gereği kırılgan bir malzemedir. ABS ise tam tersine, esnek bir malzemedir.
Malzeme Yapısı Açısından PLA ve ABS Karşılaştırması
- PLA, bükülmeye karşı pek dayanıklı değildir.
- ABS'ye göre akma dayanımı daha yüksektir.
- Esnetme hareketleri uygulandığında, polimer zincirleri arasında mikro çatlaklar oluşur ve bu çatlaklar hızla yayılarak aniden çatlayıp cam gibi kırılan bir yapıya dönüşür.
- Kopma uzaması %6 ile %10 arasında değişmektedir.
- ABS'nin içeriğindeki polibütadien bileşeni, ona esneme ve darbe emme özelliği kazandırır.
- Esnekliği o kadar güçlüdür ki, defalarca bükülse bile mikro çatlak oluşmasına karşı son derece dirençlidir. Enerjiyi emer ve orijinal şekline geri döner.
- Kopma uzaması %20 ile %40 arasında değişmektedir.
Baskı Koşullarına Göre PLA ve ABS Karşılaştırması
- PLA, açık sistem yazıcılar da dahil olmak üzere birçok yazıcıda kolay baskı imkanı sunar.
- Parça soğutma fanı %100 hızda çalışıyor. Yeni nesil yüksek hızlı yazıcılarda, yardımcı yan fan da büyük bir soğutma sağlıyor. Meme, erimiş plastiği önceki katmana bıraktığı anda, plastik saniyeler içinde hızla soğur ve katılaşır. Bu durumda, üst katman alt katmana sadece yüzeysel olarak yapışır. Moleküler düzeyde birbirine kenetlenmezler.
- ABS, kapalı yazıcılar gerektirir ve baskı haznesi içindeki ortam sıcaklığının belirli bir seviyede tutulması gerekir. (ABS'yi açık çerçeveli yazıcılarda da basıyor olabilirsiniz, ancak bunun ABS'nin özelliklerinden tam olarak yararlandığınız anlamına gelmediğini belirtmekte fayda var.)
- ABS baskısı yapılırken, hazne sıcaklığı 45-60 derece Celsius aralığında tutulur ve yan fan kapatılır. Parça soğutma fanı ya kapalıdır ya da düşük hızda çalışır. Meme yeni bir katman bıraktığında, alttaki katman hala sıcak (cam geçiş sıcaklığına yakın) olduğundan, yeni gelen sıcak plastiğin ısısıyla hafifçe yeniden erir. Bu durumda, üst ve alt katmanların polimer zincirleri birbirine nüfuz eder ve birbirine dolanır.
Özetle, PLA, vitrinde sergilenecek veya statik yüklere maruz kalacak prototipler için harika bir seçim olsa da, mekanik davranışları içeren dinamik yükler söz konusu olduğunda ABS daha iyi bir seçim olacaktır.
PETG Performansı (Orta Yol)
PETG için yeni bir test yapmadım. Çünkü yıllar önce RC araba projemde PLA yerine PETG kullanmıştım. Uzun süre düzgün çalışmasına rağmen, belli bir süre sonra esnekliğini kaybetmişti.
PETG, PLA ve ABS arasında konumlanmıştır. PLA'ya kıyasla daha esnek bir malzeme özelliğine sahipken, ABS'ye kıyasla daha kırılgandır. ABS'ye göre baskısı daha kolaydır.
Peki, şu soruyu soruyorum: Bir yayın yumuşak mı yoksa sert mi olduğunu ne belirler? Sadece malzeme seçimi mi? Cevap hayır. Malzeme seçimi faktörlerden biridir. Bu durumda, yayın sertliğini veya yumuşaklığını gösteren Yay Oranı değerinin nasıl hesaplandığına bakalım.
Yay sertliği nasıl hesaplanır?
Bir yayın sertliğini veya yumuşaklığını belirleyen birçok değişken vardır. Tel çapı (d), ortalama bobin çapı (D), aktif bobin sayısı (n) ve malzemenin kayma modülü (G) gibi değişkenler yay oranını belirler. Yay oranını aşağıdaki formülü kullanarak hesaplayabilirsiniz:
$$k = \frac{G \cdot d^4}{8 \cdot n \cdot D^3}$$
Peki, bu yayın yay sertliği nedir?
Yay sertliği (k), yayı 1 mm sıkıştırmak için gereken kuvveti gösterir. k değeri ne kadar düşükse yay o kadar yumuşak, k değeri ne kadar yüksekse yay o kadar serttir.
Kullanım Özellikleri: Yumuşak ve Sert Yaylar
Yumuşak yay ile sert yay arasındaki farkı anlamak için, bunların karakteristik etkilerini incelememiz gerekir:
- Yumuşak Yaylar: Çekişi en üst düzeye çıkarır ve tepkileri daha tahmin edilebilir hale getirir, ancak direksiyon hassasiyetini azaltır (ağır bir his verir).
- Sert Yaylar: Direksiyon tepkisini keskinleştirir (hızlı tepki) ve şasi stabilitesini artırır, ancak engebeli yüzeylerde şasinin sekmesine ve yol tutuşunun tamamen ortadan kalkmasına neden olabilir.
Altın Kural: Motor sporları ve RC pist ayarlamalarında genel kabul görmüş mühendislik yaklaşımı şudur: "Aracın yüksek yol tutuşu altında yere sürtmesini ve devrilmesini önleyecek kadar sert, ancak mümkün olan en yumuşak yayı kullanın." Aşırı sertleştirilmiş bir süspansiyon sistemi her zaman mekanik yol tutuşundan ödün vermek anlamına gelir.
Bu hesaplama, standart yaylar için geçerlidir; yani dairesel profilli yaylar için. Oluklu profilli yaylar için hesaplama aşağıdaki formül kullanılarak yapılır:
$$k = \frac{4 \cdot G \cdot J}{\pi \cdot n \cdot D^3}$$
$$J \cong \frac{A^4}{40 \cdot I_p}$$
Hesaplama detaylarına burada girmeyeceğim. Eğer merak edenleriniz varsa, blog yazımı detayları ekleyerek güncelleyebilirim. Şu anda odak noktamız, 3D baskı için en doğru yay tasarımını nasıl oluşturacağımızı göstermek. Bu nedenle, sadece hesaplamaların sonuçlarını sunacağım.
Hesaplamayı gerçekleştirmek için malzemelerin Kayma Modülü (G) değerlerine de ihtiyacımız var. İnternette yaptığım araştırmaya göre, ortalama G değeri için aşağıdaki değerleri buldum:
- PLA: 1100 MPa
- PETG: 800 MPa
- ABS: 750 MPa
Dairesel Profil Yay Oranı
Tasarım Özellikleri:
- Seçenek 1: Bobin sayısı 4, Uzunluk 31 mm, Ortalama Bobin Çapı 14 mm, Tel Çapı 3 mm
- Seçenek 2: Bobin sayısı 3, Uzunluk 38 mm, Ortalama Bobin Çapı 14 mm, Tel Çapı 3 mm
- Kullanılan Formül:
$$k = \frac{G \cdot d^4}{8 \cdot n \cdot D^3}$$
| Malzeme | Seçenek 1 (k) | Seçenek 2 (k) | Sertlik Artış Oranı |
| PLA | 1,01 N/mm | 1,35 N/mm | %33.6 |
| PETG | 0,74 N/mm | 0,98 N/mm | %32.4 |
| ABS | 0,69 N/mm | 0,92 N/mm | %33.3 |
Sonuçlar incelendiğinde, bobin sayısı azaldıkça yayın sertliğinin ortalama %33 arttığı görülmektedir. Ayrıca, PLA ile basılmış 4 bobinli bir yayın, ABS ile basılmış bir yaydan daha sert olduğu da görülmektedir. Bobin sayısını artırarak yumuşak bir yay sertliği elde etmek hedeflense bile, malzemenin etkisi yine de çok daha baskındır.
Yuva Profili Yay Oranı
Tasarım Özellikleri:
- Eski Tasarım: Bobin Sayısı 4, Uzunluk 31 mm, Ortalama Bobin Çapı 14 mm
- Yeni Tasarım: Bobin Sayısı 3, Uzunluk 38 mm, Ortalama Bobin Çapı 14 mm
- Kullanılan Formül:
$$k = \frac{4 \cdot G \cdot J}{\pi \cdot n \cdot D^3}$$
Bu dairesel bir yay profili olmadığı için, yay profilinin kesit alanının hesaplanması gerekmektedir. Yuva profili iki yarım daire ve bir dikdörtgen alandan oluşmaktadır. Gerekli hesaplamalar yapıldığında, Alan (A) 10,68 mm² olarak bulunmuştur.
| Malzeme | Eski Tasarım (k) | Yeni Tasarım (k) | Sertlik Artış Oranı |
| PLA | 1,96 N/mm | 2,62 N/mm | %33.6 |
| PETG | 1,43 N/mm | 1,90 N/mm | %32.4 |
| ABS | 1,34 N/mm | 1,78 N/mm | %33.3 |
ABS ile dairesel profilli yaylar için elde edilen sonuçları karşılaştırırsak, 4 sarmallı yayın yay sertliği 0,69 N/mm'den 1,34 N/mm'ye yükselmiştir. Yuva profiliyle oluşturulan geniş kesit alanı, yay sertliğinde %94'lük bir artış sağlamıştır. Elbette bu, yayın çok daha sert olmasına neden olmuştur.
Daha önce PETG filamentli 4 sarmallı bir yay kullanıyordum ve k değerini 1,43 N/mm olarak hesaplamıştım. Yeni tasarımımda sarmal sayısını 3'e düşürdüm ve malzeme olarak ABS'yi seçtim. K değeri 1,78 N/mm oldu. Eski tasarım ile yeni tasarım arasındaki yay sertliği %24,5 arttı.
Helezon Yay Hareket Mesafesini ve Yorulma Ömrünü Optimize Etme
Yeni tasarım, yay sayısını azaltarak ve toplam yay uzunluğunu artırarak daha iyi bir çalışma mesafesi sağlıyor. Eski konfigürasyonda 4 aktif ve 2 pasif yay bulunuyordu ve toplam yay uzunluğu 31 mm idi. Buna karşılık, yeni versiyonda aktif yay sayısı 3'e düşürülürken pasif yay sayısı 2'de kalıyor ve toplam yay uzunluğu 38 mm'ye çıkıyor. Her iki konfigürasyonda da yuvanın profil kalınlığı 4 mm olarak kalıyor.
Eski Tasarım: Yay Hareketi Hesaplaması
$$L_s = 6 yay × 4 mm = 24 mm (Yayın katı uzunluğu)$$
$$S_{max} = 31 mm – 24 mm = 7 mm (Maksimum teorik hareket mesafesi)$$
$$S_a = 4 aktif yay × 0,1 × 4 mm = 1,6 mm (Minimum güvenlik mesafesi)$$
$$S_{net} = 7 mm – 1,6 mm = 5,4 mm (Yayın çalışabileceği güvenli hareket mesafesi)$$
Yeni Tasarım: Yay Hareketi Hesaplaması
$$L_s = 5 yay × 4 mm = 20 mm (Yayın katı uzunluğu)$$
$$S_{max} = 38 mm – 20 mm = 18 mm (Maksimum teorik hareket mesafesi)$$
$$S_a = 3 aktif yay × 0,1 × 4 mm = 1,2 mm (Minimum güvenlik mesafesi)$$
$$S_{net} = 18 mm – 1,2 mm = 16,8 mm (Yayın çalışabileceği güvenli hareket mesafesi)$$
Bu hesaplanan özelliklerle birlikte, amortisör tasarımında, sıkıştırma sırasında yayların birbirine temas etmesini önlemek için gerekli tasarım değişiklikleri de uygulandı. Peki, bu değişikliğin faydası neydi?
Eski ve yeni tasarımlar aynı miktarda, örneğin 4 mm, sıkıştırıldığında, toplam kapasitenin strok kullanım oranı eski yayda %74 iken, yeni yayda %23'tür. Bu, konforlu bir çalışma aralığı sunar ve yayın yorulma ömründe önemli bir iyileşme anlamına gelir. Eski yayda polimer zincirler üzerindeki gerilim yüksek seviyelerde hissedilirken, yeni yay tasarımında çok daha düşük seviyede hissedilir. Bu, daha uzun süre çalışmasına olanak tanır. Eski yayda, ani darbeler sırasında bobin sıkışması olasılığı daha yüksektir; yani yay tamamen sıkıştığında bobinler birbirine çarparak aniden kilitlenir. Yeni yay, ani darbeleri absorbe etmek için gerekli strok boşluğuna sahiptir. Eski yayda strok boşluğu daha az olduğundan, sert çalışır ve amortisöre gelen darbeler şaside hissedilir. Yeni yayda daha geniş bir strok boşluğu olduğundan, daha yumuşak ve daha tahmin edilebilir bir tepki ortaya çıkar.
Sonuç — Modele Erişim
Bu blog yazısında, 3D yazıcı için yay tasarımının nasıl olması gerektiğiyle ilgili deneyimlerimi paylaştım. Eğer bir RC arabanız varsa ve 3D yazıcınızla yay basıp kullanmak istiyorsanız, bu blog sizin için bir rehber olabilir. Tasarım deneyiminiz yoksa ve RC arabanız için baskıya hazır bir 3D model arıyorsanız, aşağıdaki bağlantıdan tasarımımı kullanabilirsiniz. Dahası, sınırlı bir süre için çok uygun bir fiyata satın alabilirsiniz.
İndirimden yararlanmak için linke tıklayın: RC Araba Amortisörü
ChampionXperience'ın Kurucu ChampionXperience
Ridvan Polat SOLIDWORKS Elite Uygulama Mühendisi, ChampionXperiencekurucusu ve tanınmış bir SOLIDWORKS, ENOVIAve 3DEXPERIENCE Şampiyonudur. CATIA ve ENOVIA teknik desteği ve 3DEXPERIENCE erken aşama adaptasyonu konusunda uzmanlaşmış olup, kuruluşların PLM iş akışlarını optimize etmelerine yardımcı olmaktadır.
son yazıları Rıdvan Polat (tümünü gör)
Abone
0 Yorumlar
En Yaşlı
