
© 2023 Créé blog.championxperience.comchampionxperience.com
Conception pour la fabrication additive : le ressort d’amortisseur idéal pour les voitures radiocommandées
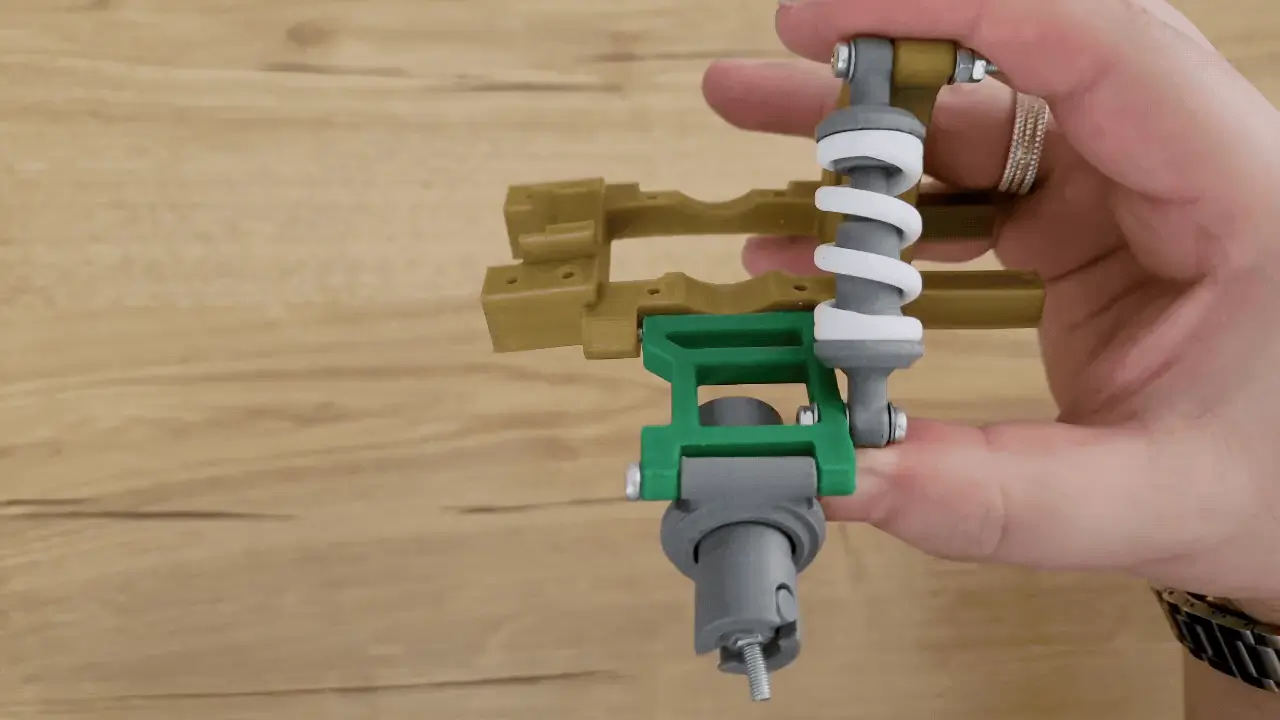
Le ressort hélicoïdal de l' amortisseur de ma voiture radiocommandée, que j'avais conçu avec SolidWorks et xDesign puis imprimé en 3D, est arrivé en fin de vie. Imprimé en filament PETG, il a perdu son élasticité et présentait une raideur trop faible. Lors de la révision de ma voiture, j'ai décidé d'améliorer cette pièce. Mon objectif était d'augmenter la course du ressort et d'obtenir une raideur plus élevée. Ce projet d'amélioration s'est transformé en une application complète de conception pour la fabrication additive (DfAM). Dans cet article, nous examinerons en détail tous les aspects, de la conception d'un ressort hélicoïdal adapté à l'impression 3D aux facteurs influençant sa raideur, en passant par les filaments à utiliser.
Comment concevoir un ressort hélicoïdal ?
Je peux affirmer que la conception des ressorts se fait de manière quasi identique dans la plupart des logiciels de CAO que j'ai utilisés. Deux éléments sont nécessaires : un cercle qui détermine le diamètre du ressort et la commande hélice/spirale qui lui donne sa forme hélicoïdale.
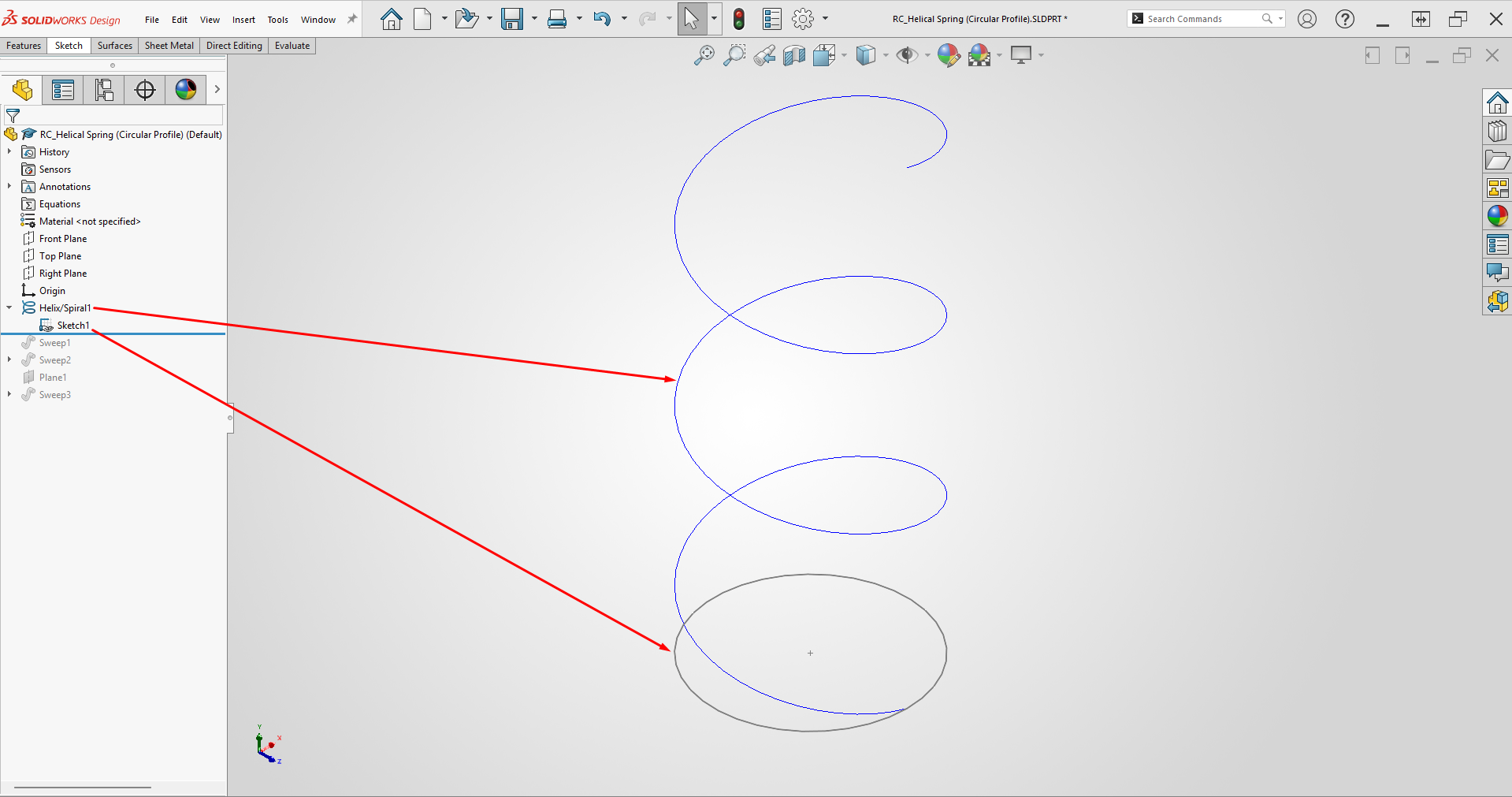
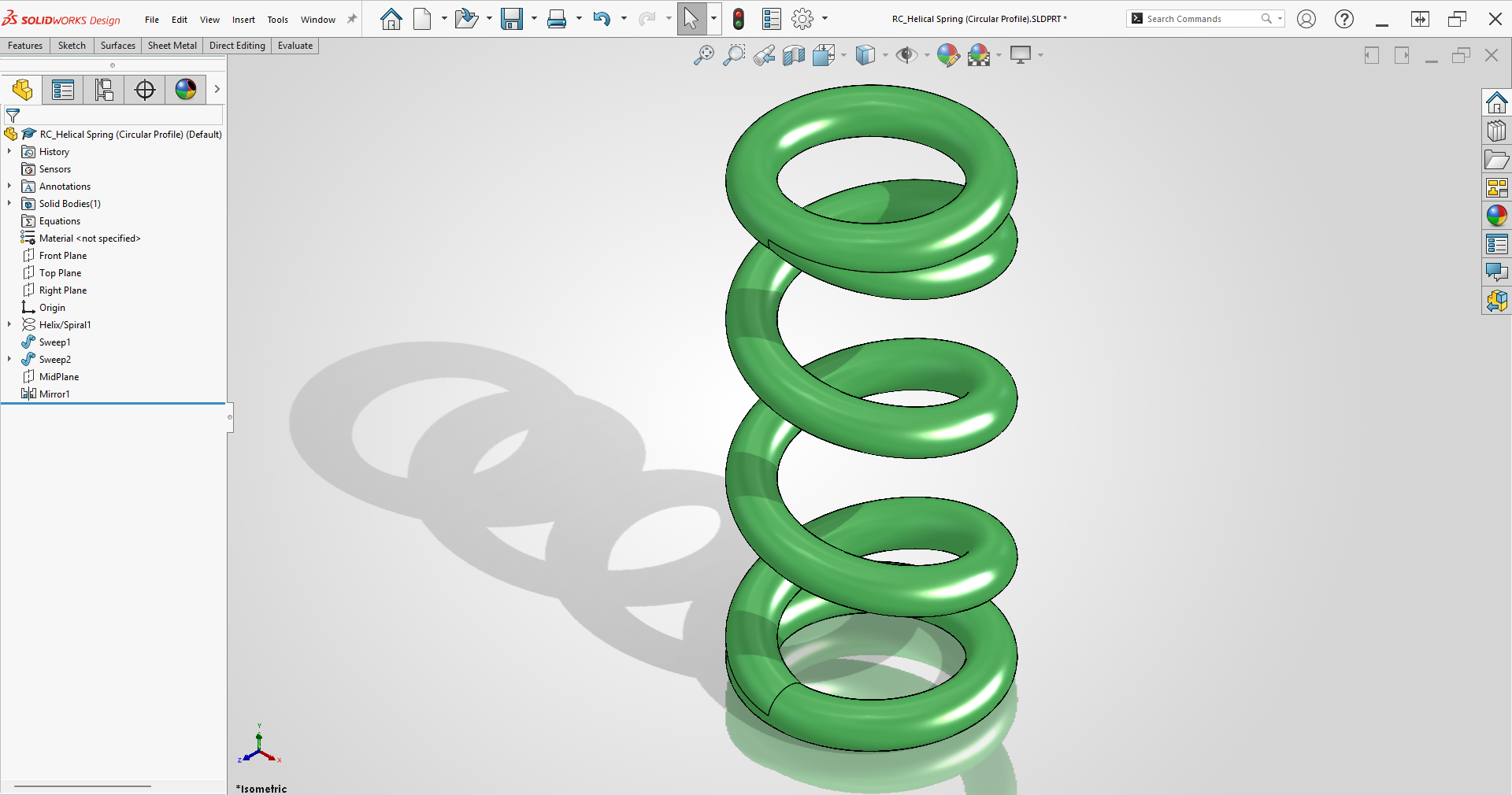
Les étapes suivantes peuvent varier selon le logiciel de conception utilisé. Nous procéderons ici avec les commandes SOLIDWORKS . Un profil de ressort est nécessaire pour créer la forme solide du ressort. Ensuite, vous pouvez créer la forme 3D du ressort en sélectionnant le profil et la trajectoire (ici, l'hélice) avec la commande Balayage. Cependant, les profils des ressorts hélicoïdaux sont généralement circulaires, et l'option de profil circulaire est directement disponible dans la commande Balayage SOLIDWORKS . Par conséquent, il n'est pas nécessaire de créer de profil.
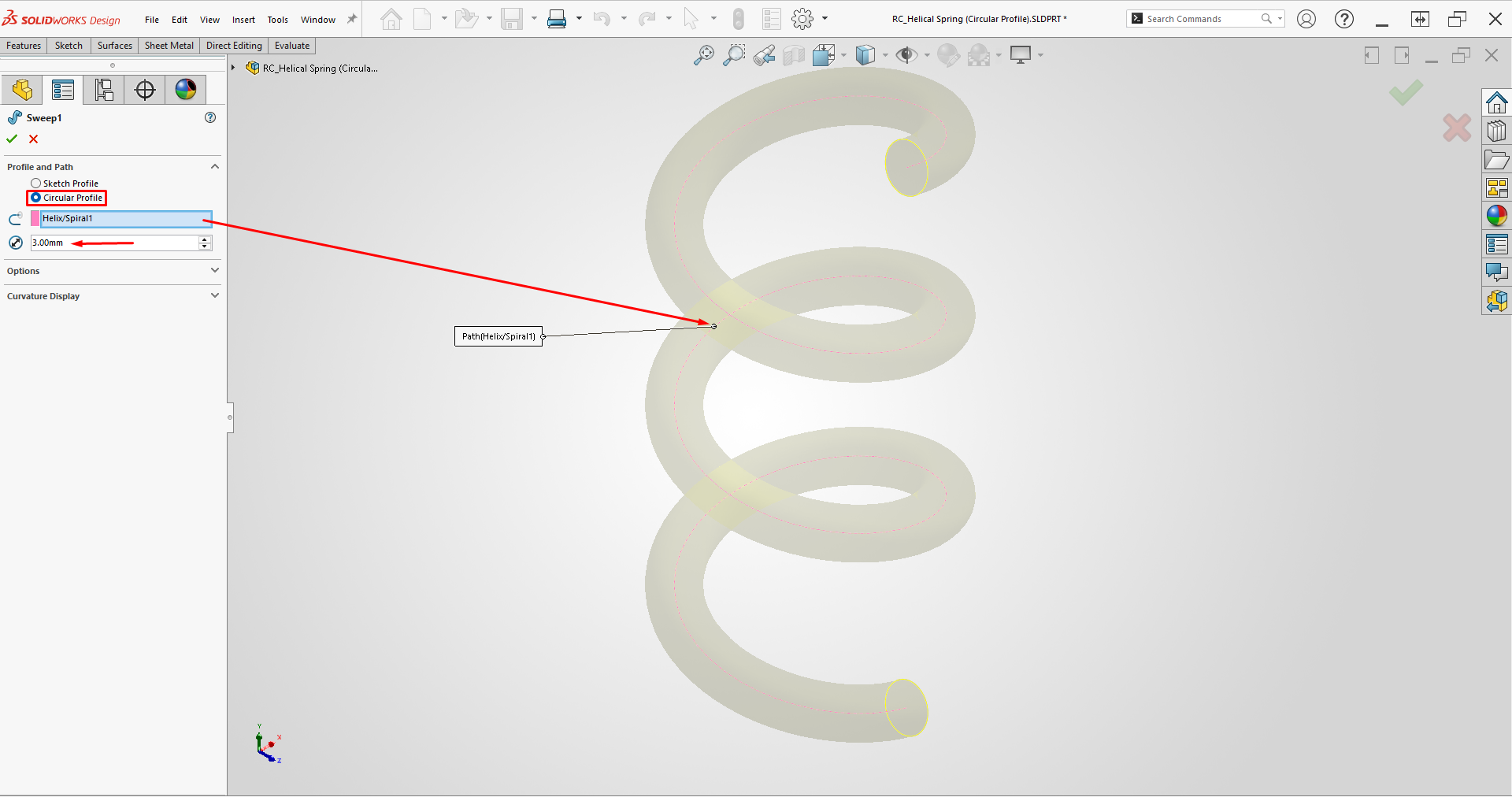
Comme illustré ci-dessus, lorsque vous sélectionnez l'option Profil circulaire, le profil est automatiquement défini comme un cercle. Il ne reste plus qu'à déterminer le diamètre de ce cercle et à sélectionner l'hélice comme tracé.
Comme je vais utiliser ce ressort dans un système d'amortisseur, je rends les surfaces de contact supérieure et inférieure circulaires. Pour cela, vous pouvez utiliser la commande Balayage avec l'esquisse circulaire que nous avons créée précédemment pour le diamètre du ressort dans la commande Hélice.
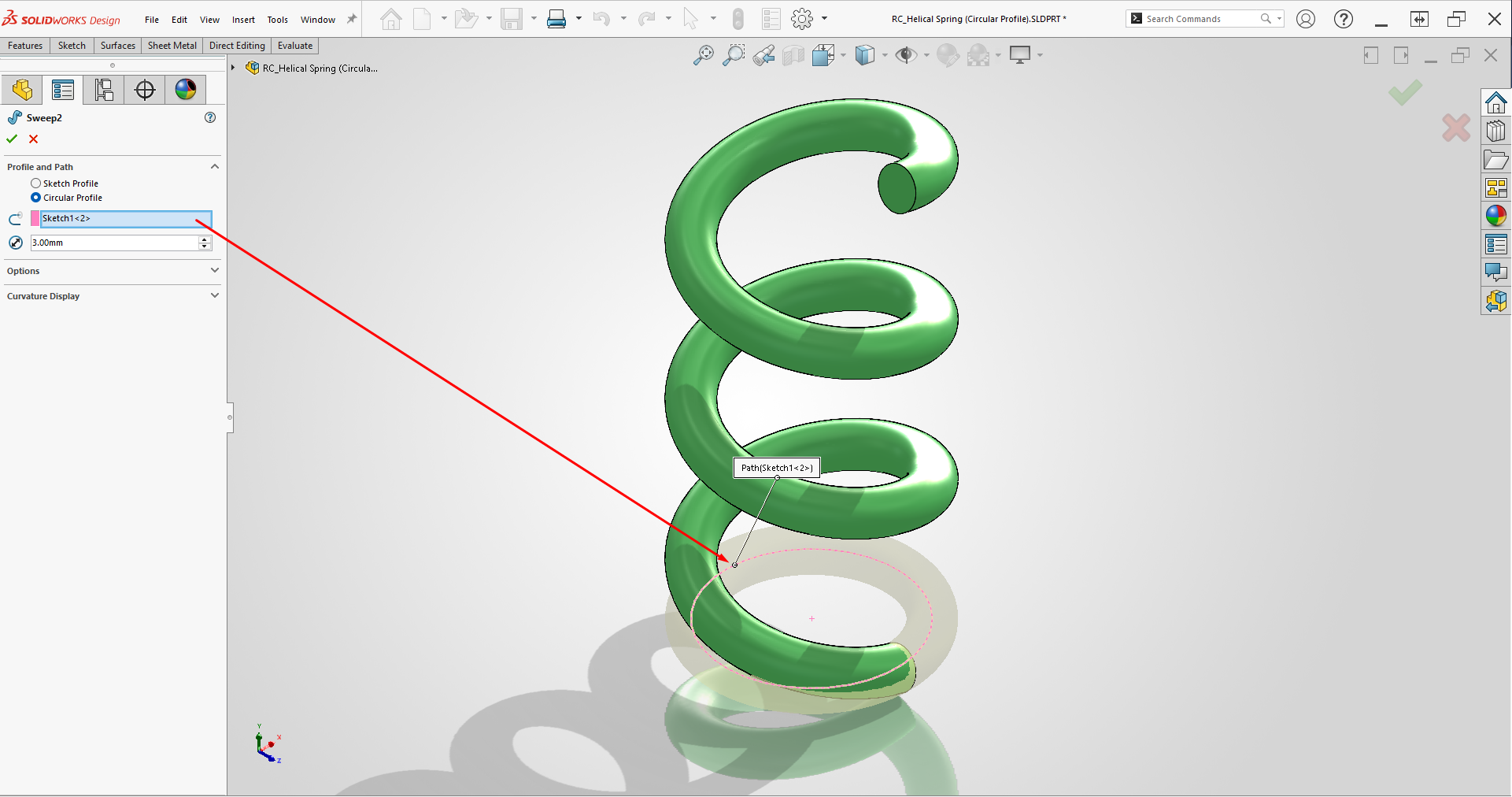
Cette pièce torique que nous avons créée à la base garantit un bon positionnement dans son logement sur l'amortisseur. Nous obtenons la forme finale du ressort en créant un plan au centre du modèle, puis en symétrisant le tore sur la partie supérieure.
Conception de ressort hélicoïdal à profil fendu
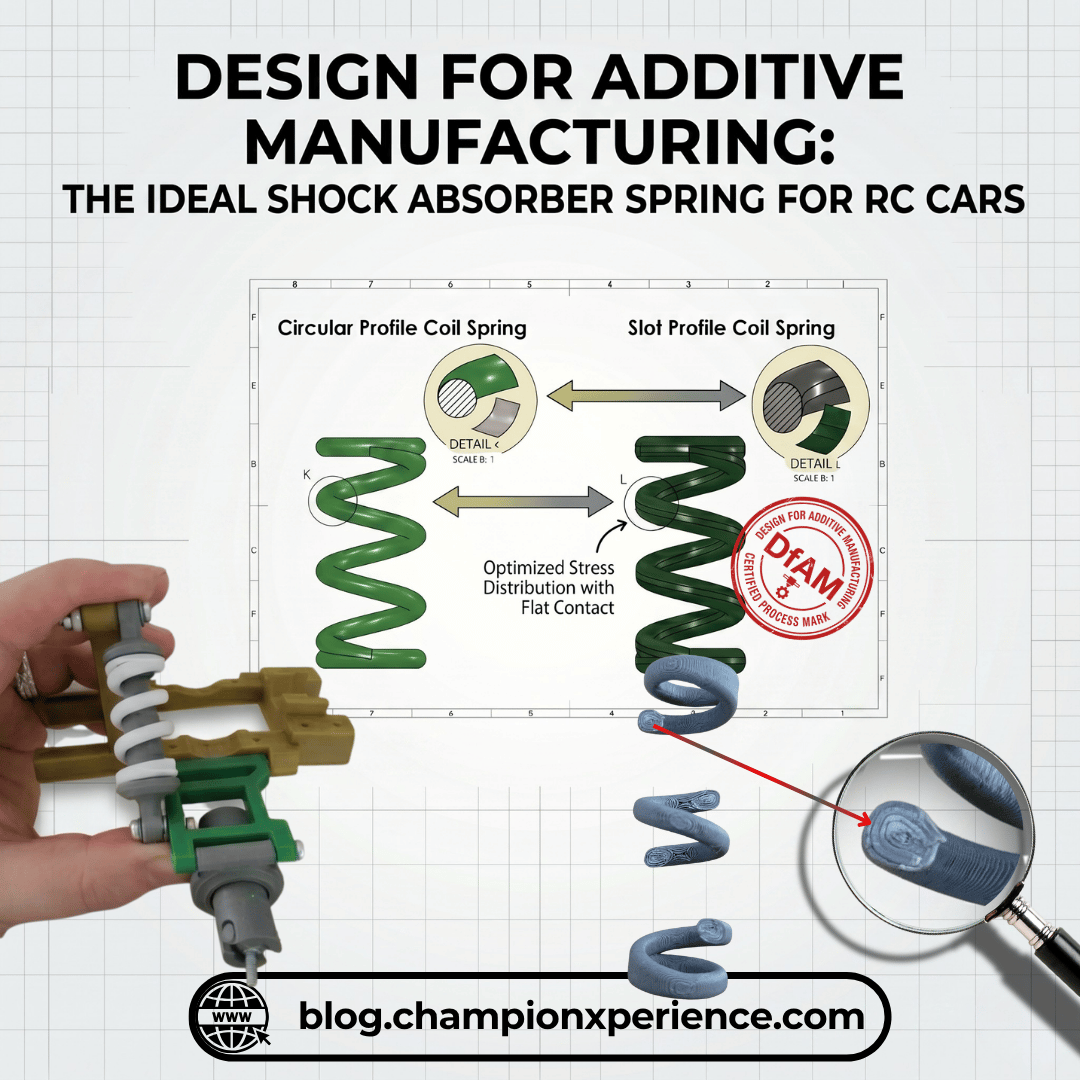
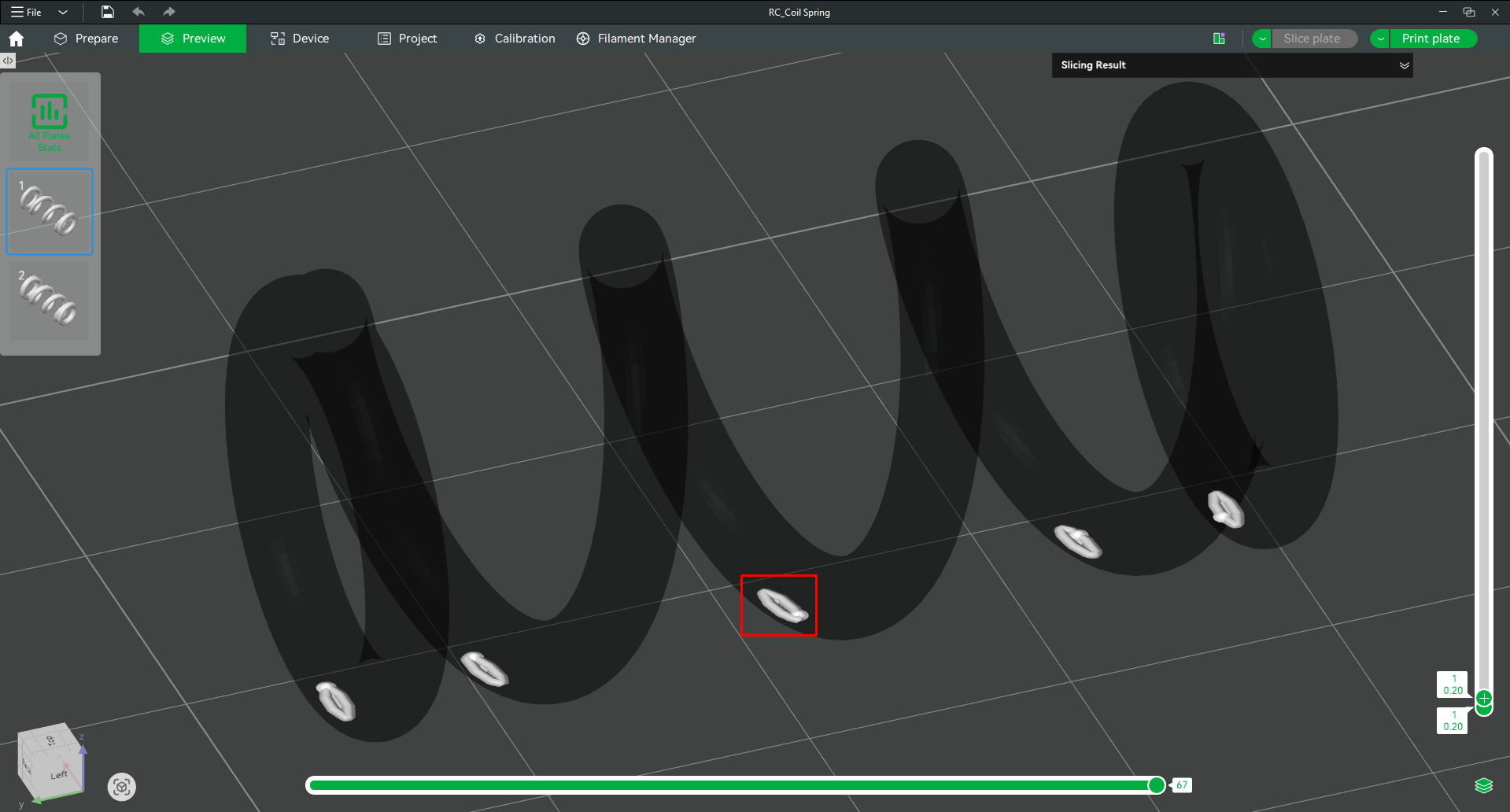
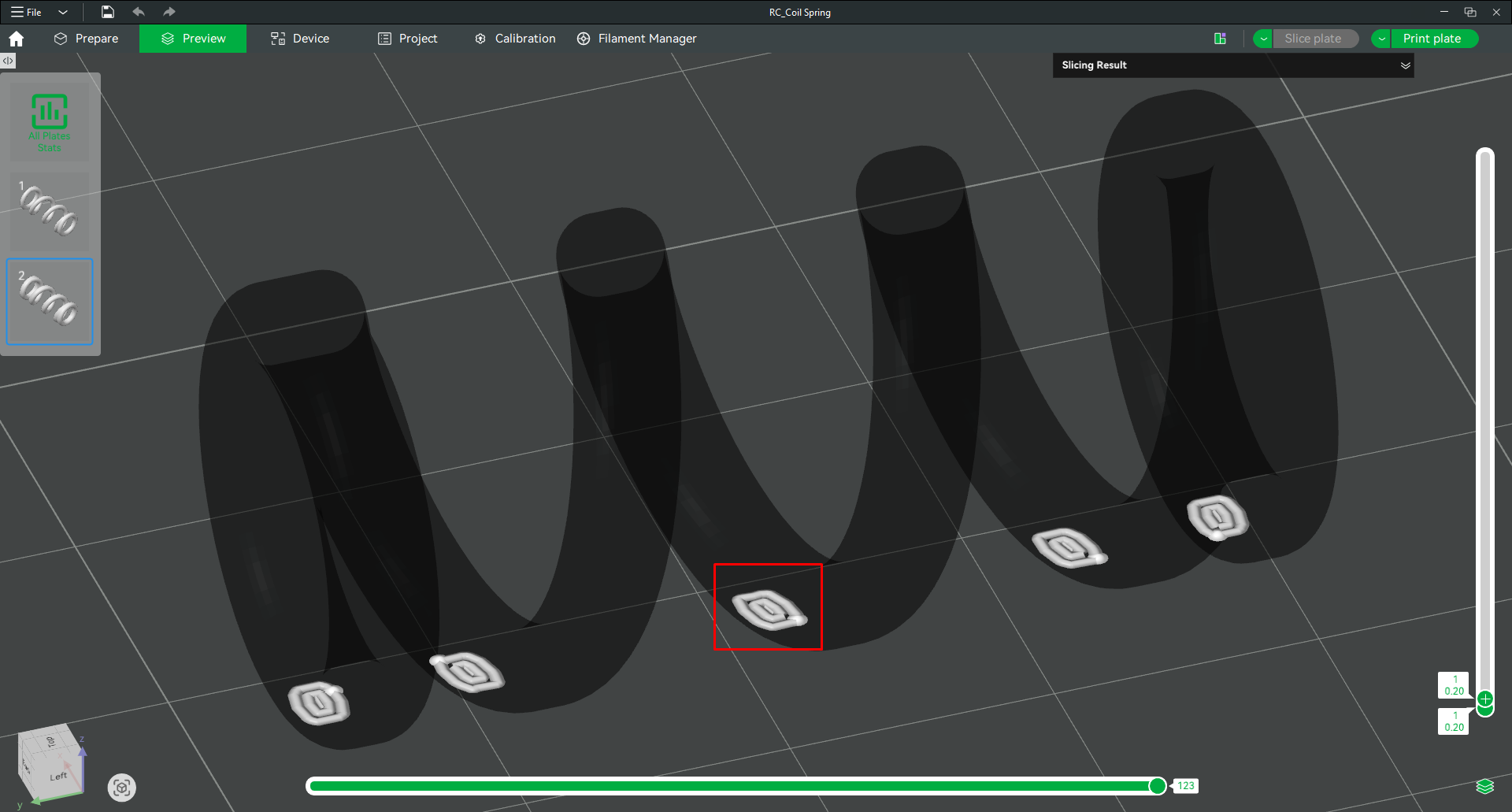
Les ressorts traditionnels ont un profil circulaire, comme je l'ai montré dans l'exemple. Lorsqu'on souhaite fabriquer un ressort par impression 3D (FDM), on constate que les ressorts à profil circulaire sont peu performants. Les ressorts minimalistes utilisés pour les voitures télécommandées, en particulier, deviennent excessivement fragiles. De plus, leur surface de contact avec le plateau d'impression est très réduite, ce qui complique l'impression. Comme je l'ai montré dans le logiciel de découpe, le contact de la première couche d'un ressort à profil circulaire est minime, ce qui rend l'impression difficile. On peut bien sûr résoudre ce problème en ajoutant un rebord et des supports pour améliorer l'adhérence au plateau.
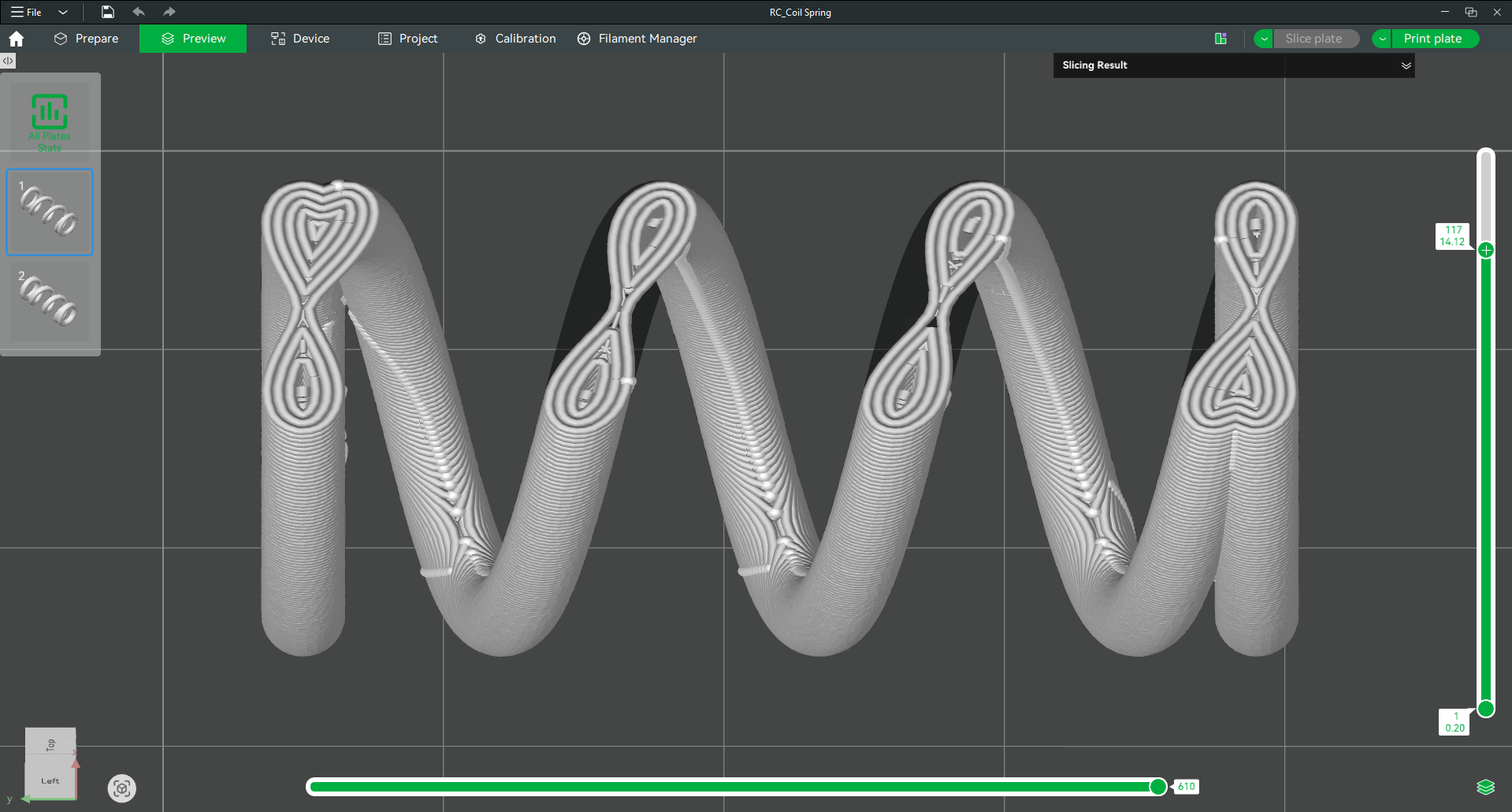
Si l'on examine la section transversale à la hauteur de couche où les spires du ressort fusionnent en un tout pendant le reste de l'impression, on peut constater à nouveau que la liaison se produit sur une très petite surface.
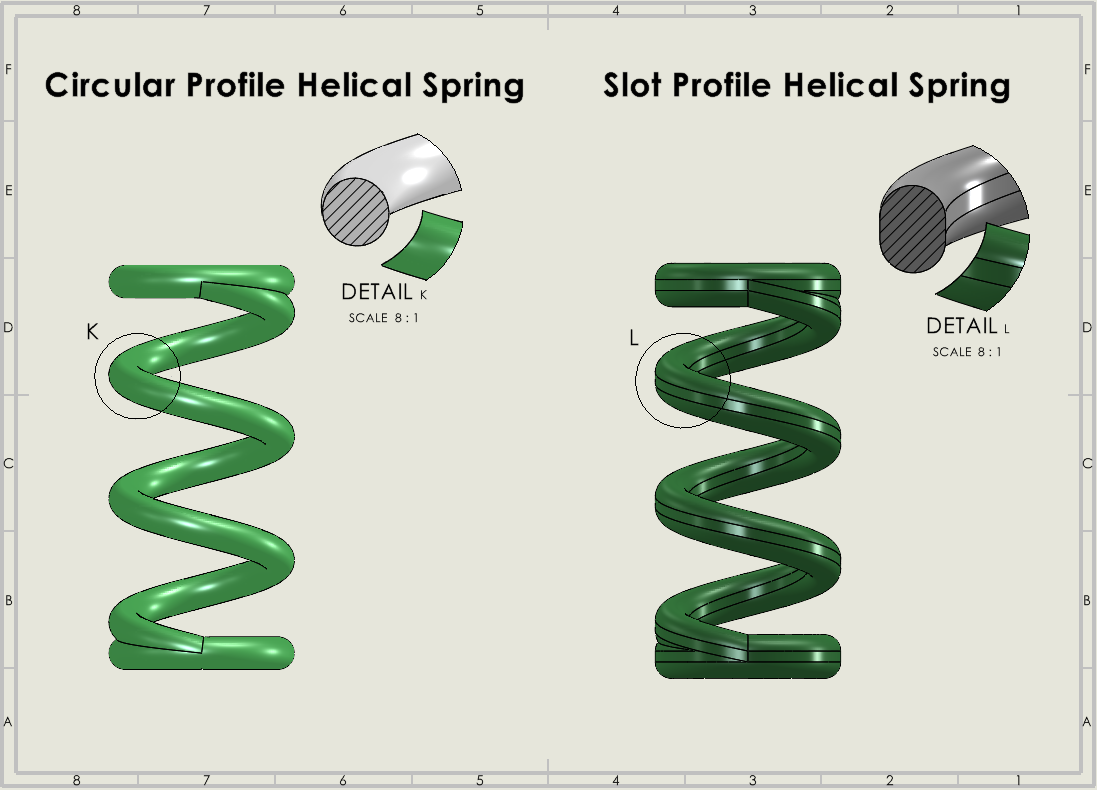
Suite à mes tests, j'ai constaté une faible adhérence au plateau et une fragilité du ressort après quelques cycles de compression. Pour remédier à ce problème, j'ai modifié le profil du ressort. En optant pour un profil en fente plutôt qu'un profil circulaire, j'ai obtenu une meilleure adhérence au plateau et un ressort plus résistant grâce à ses surfaces planes. Les différences entre les profils de ressort sont illustrées dans l'image ci-dessous.
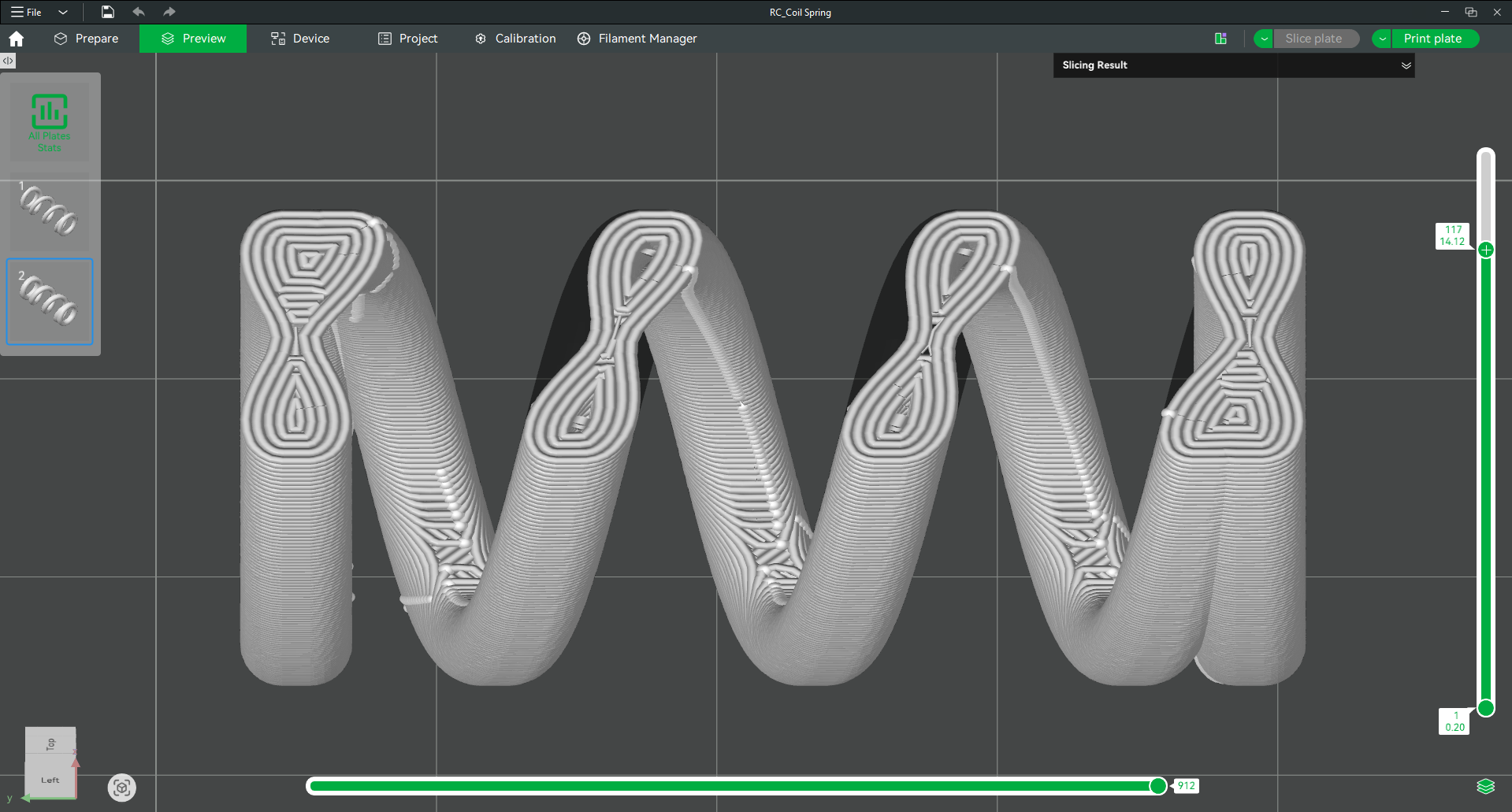
Lorsqu'on l'examine à l'aide du logiciel de découpe, on constate que les minuscules surfaces planes couvrent une plus grande zone dans la première couche que le ressort à profil circulaire.
Si l'on examine la section transversale à la hauteur de couche où les spires du ressort fusionnent en un tout pendant le reste de l'impression, on peut observer que la liaison se fait sur une surface beaucoup plus large que le profil circulaire.
Après avoir constaté la durabilité variable en fonction du profil des ressorts, je me suis posé la question suivante : pourquoi les ressorts à profil circulaire cassent-ils plus vite, alors que les ressorts à profil fendu durent des années sans casser ?
L'impact de la technologie FDM et de l'anisotropie
La principale cause de ce problème réside dans la technologie d'impression 3D utilisée. J'utilise une imprimante 3D avec la technologie FDM. Les pièces produites avec cette technologie présentent une structure anisotrope. Qu'entend-on par anisotropie ? Une structure anisotrope se comporte de manière exactement opposée à une structure isotrope. Alors qu'un matériau à structure isotrope présente les mêmes propriétés mécaniques dans toutes les directions (le moulage par injection en est un exemple), un matériau à structure anisotrope ne présente pas le même comportement mécanique dans toutes les directions. En termes simples, la résistance dans le plan XY et la résistance intercouches selon l'axe Z sont différentes.
Dans les ressorts à profil circulaire : le point de contact de deux couches circulaires superposées est tangentiel. De par leur géométrie, les couches n’adhèrent l’une à l’autre que sur une zone très étroite. Cette situation engendre une liaison très faible selon l’axe Z, et la séparation des couches (délamination) se produit facilement à partir de ces surfaces de contact étroites lorsque le ressort est en fonctionnement.
Dans les ressorts à profil rainuré : grâce aux parties planes du profil, la surface de contact des couches superposées est beaucoup plus large. Les chaînes polymères, liées sur une large surface, créent une structure bien plus résistante aux forces de cisaillement et de torsion qui se produisent lors de la flexion du ressort.
J'ai mentionné plus haut les deux raisons les plus évidentes. Outre celles-ci, on peut citer de nombreux autres facteurs tels que les trajectoires d'outil générées par le logiciel de découpe, les porte-à-faux et l'effet d'encoche.
Le profil de la fente est-il à lui seul une conception suffisante ? En réalité, non. Sans le filament adéquat, il devient aussi fragile qu'un ressort à profil circulaire. Examinons maintenant ensemble l'influence du choix du matériau sur sa durabilité.
Choisir le bon matériau pour le ressort hélicoïdal
J'ai utilisé trois matériaux différents lors des tests : du PLA, du PETG et de l'ABS. J'ai utilisé mon système de ressort à profil fendu pour réaliser ces tests.
Test PLA : Le ressort n’a pas pu conserver son comportement élastique longtemps et, après une certaine utilisation (en peu de temps), il s’est d’abord fissuré puis s’est complètement cassé.
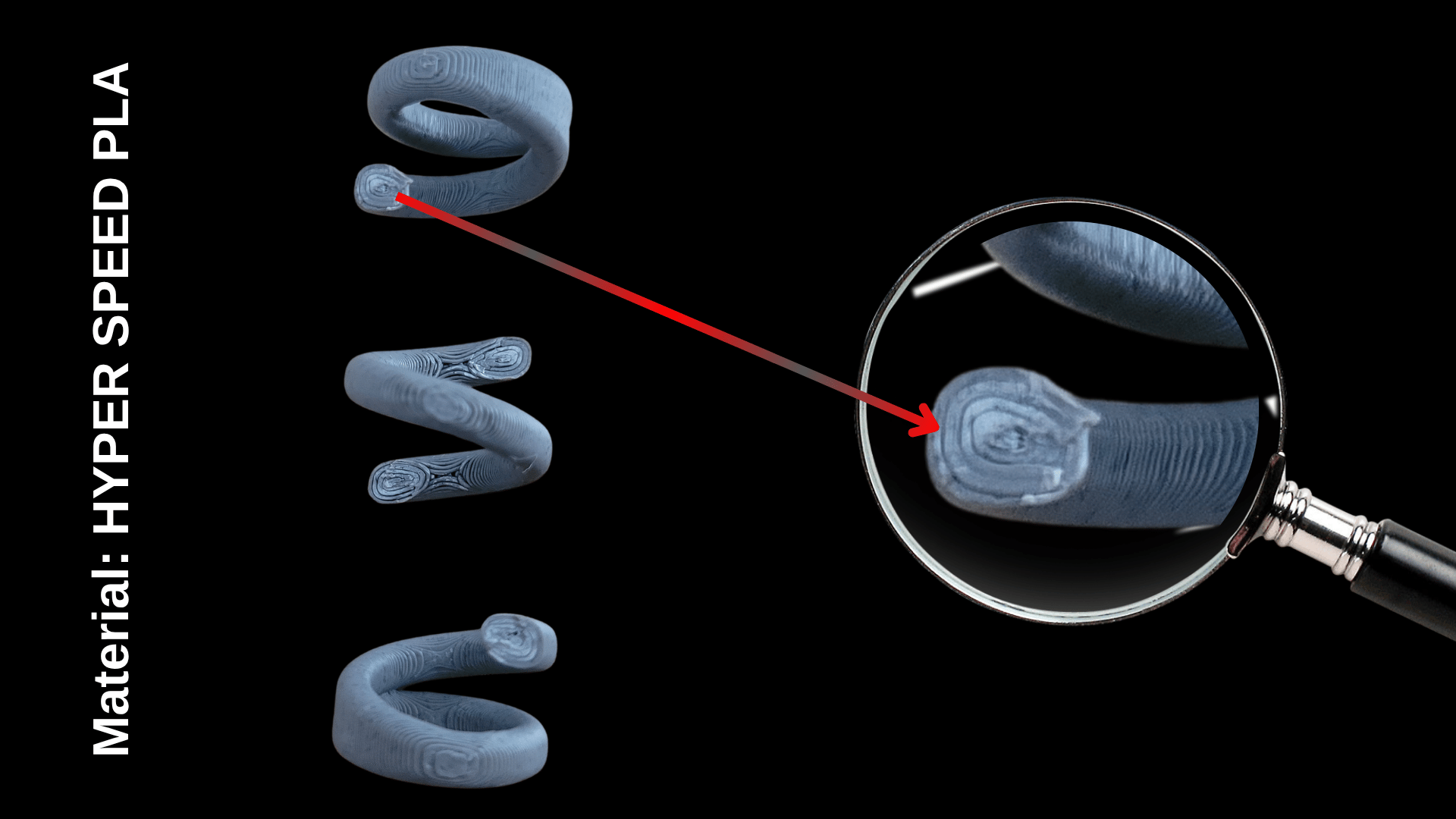
Sur l'image, j'ai montré la surface de rupture en gros plan, sous une loupe. Cette surface est parfaitement plane, comme si elle avait été coupée au couteau. On constate l'absence de blanchiment, d'allongement ou de striction sur les bords, autant d'éléments qui indiqueraient que le matériau a cédé avant de se rompre. Cela signifie que le PLA ne supporte pas la flexion et que, lorsqu'il atteint sa limite, il se fissure et se brise brutalement, comme du verre.
Test de l'ABS : Le ressort conserve son comportement. En cas de casse, je mettrai à jour l'image et vous en informerai.
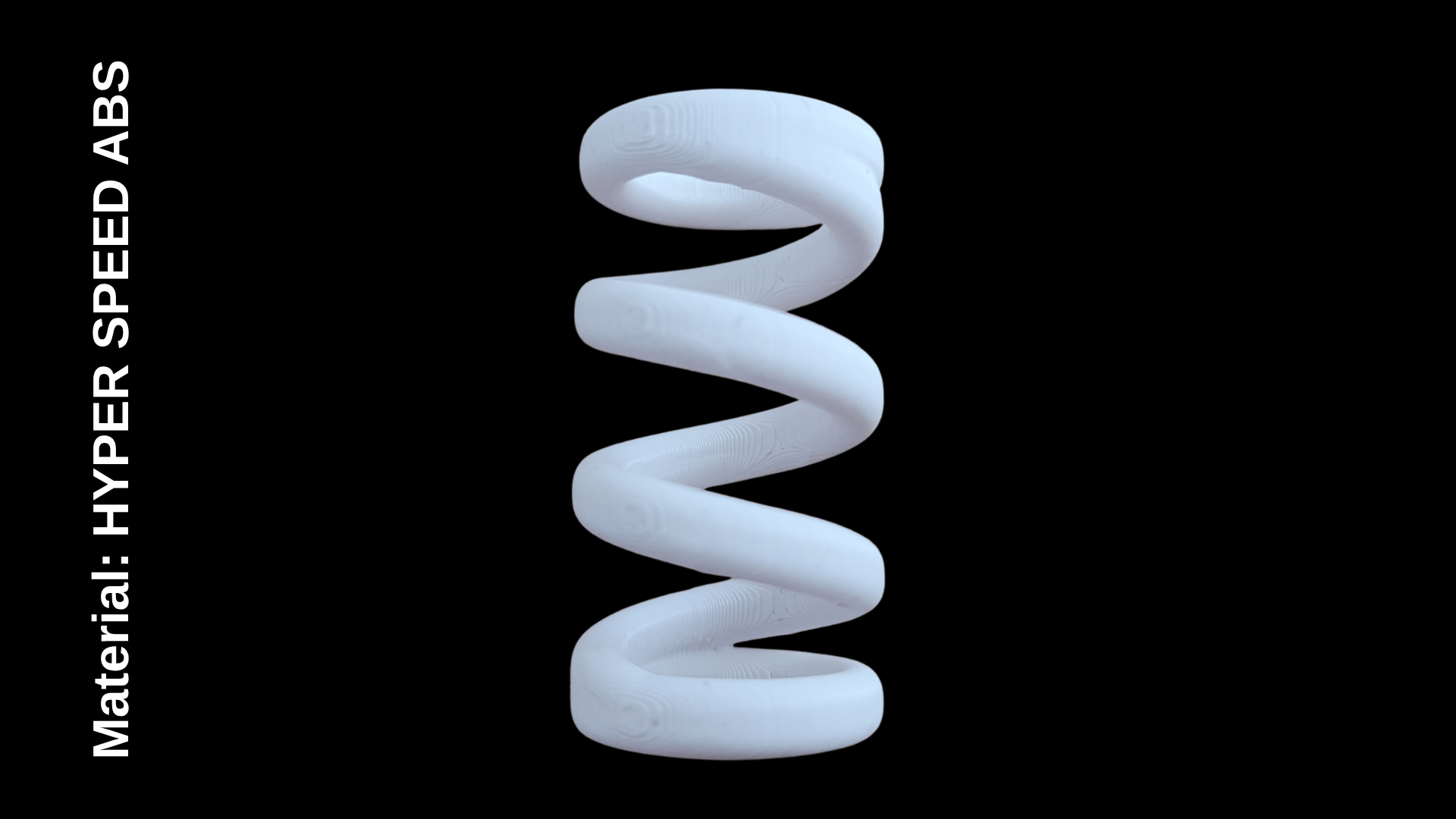
Mais pourquoi le PLA a-t-il cédé alors que l'ABS a résisté ? Le PLA est par nature un matériau fragile. L'ABS, en revanche, est un matériau ductile.
PLA vs ABS selon la structure du matériau
- Le PLA supporte mal la flexion.
- Sa limite d'élasticité est supérieure à celle de l'ABS.
- Lorsque des mouvements de flexion sont appliqués, des microfissures se forment entre les chaînes polymères, et ces fissures se propagent rapidement, se transformant en une structure qui se fissure et se brise soudainement comme du verre.
- Son allongement à la rupture varie de 6 % à 10 %.
- Le polybutadiène contenu dans l'ABS lui confère sa capacité à se plier et à absorber les chocs.
- Sa flexibilité est telle que même soumise à des flexions répétées, elle résiste très bien à la formation de microfissures. Elle absorbe l'énergie et reprend sa forme initiale.
- Son allongement à la rupture varie de 20 % à 40 %.
PLA vs ABS selon les conditions d'impression
- Le PLA permet une impression facile sur de nombreuses imprimantes, y compris les imprimantes à système ouvert.
- Le ventilateur de refroidissement de la pièce fonctionne à plein régime. Sur les imprimantes haute vitesse de nouvelle génération, le ventilateur latéral auxiliaire assure également un refroidissement important. Dès que la buse dépose le plastique fondu sur la couche précédente, celui-ci refroidit et se solidifie rapidement en quelques secondes. Dans ce cas, la couche supérieure adhère superficiellement à la couche inférieure ; elles ne s’entremêlent pas au niveau moléculaire.
- L'ABS nécessite des imprimantes fermées et le maintien d'une température ambiante constante à l'intérieur de l'enceinte. (Vous pouvez imprimer de l'ABS sur des imprimantes à cadre ouvert, mais il est important de noter que cela ne signifie pas que vous exploitez pleinement les propriétés de l'ABS.)
- Lors de l'impression d'ABS, la température de la chambre est maintenue entre 45 et 60 degrés Celsius, et le ventilateur latéral est désactivé. Le ventilateur de refroidissement de la pièce est soit arrêté, soit fonctionne à faible vitesse. Lorsque la buse dépose une nouvelle couche, la couche inférieure, encore chaude (proche de sa température de transition vitreuse), fond légèrement au contact de la nouvelle couche de plastique chaud. Dans ce cas, les chaînes polymères des couches supérieure et inférieure s'interpénètrent et s'enchevêtrent.
En résumé, si le PLA est un excellent choix pour les prototypes destinés à être exposés sur une étagère ou à rester soumis à des charges statiques, l'ABS sera un meilleur choix lorsque des charges dynamiques impliquant des comportements mécaniques entrent en jeu.
Performances du PETG (Un juste milieu)
Je n'ai pas effectué de nouveau test avec le PETG. En effet, lorsque j'ai réalisé mon premier projet de voiture radiocommandée il y a des années, j'avais utilisé du PETG au lieu du PLA. Bien que cela ait fonctionné correctement pendant longtemps, le PETG a fini par perdre son élasticité.
Le PETG se situe entre le PLA et l'ABS. Il est plus ductile que le PLA, mais plus cassant que l'ABS. Il est plus facile à imprimer que l'ABS.
Je pose donc la question suivante : qu’est-ce qui détermine la rigidité d’un ressort ? Est-ce uniquement le choix du matériau ? La réponse est non. Le choix du matériau est un facteur parmi d’autres. Voyons donc comment est calculée la valeur de la raideur du ressort, qui indique sa rigidité.
Comment calculer la raideur du ressort ?
De nombreux facteurs déterminent la rigidité ou la souplesse d'un ressort. Des variables telles que le diamètre du fil (d), le diamètre moyen des spires (D), le nombre de spires actives (n) et le module de cisaillement du matériau (G) déterminent la raideur du ressort. Vous pouvez calculer la raideur du ressort à l'aide de la formule suivante :
$$k = \frac{G \cdot d^4}{8 \cdot n \cdot D^3}$$
Alors, quelle est la raideur de ce ressort ?
La raideur du ressort (k) indique la force nécessaire pour comprimer le ressort de 1 mm. Plus la valeur de k est faible, plus le ressort est souple, et plus la valeur de k est élevée, plus le ressort est rigide.
Caractéristiques de maniabilité : Ressorts souples vs. rigides
Pour comprendre la différence entre un ressort souple et un ressort rigide, il faut examiner leurs effets caractéristiques :
- Ressorts souples : optimisent la traction et rendent les réponses plus prévisibles, mais la précision de la direction diminue (donne une sensation de lourdeur).
- Ressorts rigides (ressorts durs) : améliorent la réactivité de la direction (réponse vive) et augmentent la stabilité du châssis, mais peuvent entraîner des rebonds du châssis sur les surfaces accidentées, éliminant complètement la traction.
La règle d'or : l'approche généralement acceptée en ingénierie automobile et en réglage de voitures radiocommandées est la suivante : « Utilisez le ressort le plus souple possible, tout en conservant une rigidité suffisante pour empêcher le véhicule de talonner et de se renverser en conditions de forte adhérence. » Un système de suspension trop rigide signifie toujours une perte d'adhérence mécanique.
Ce calcul est valable pour un ressort standard, c'est-à-dire un ressort à profil circulaire. Le calcul pour les ressorts à profil fendu s'effectue à l'aide de la formule suivante :
$$k = \frac{4 \cdot G \cdot J}{\pi \cdot n \cdot D^3}$$
$$J \cong \frac{A^4}{40 \cdot I_p}$$
Je ne détaillerai pas les calculs ici. Si cela vous intéresse, je peux ajouter ces détails à mon article de blog. Pour l'instant, notre objectif est de montrer comment concevoir un ressort avec la plus grande précision possible pour l'impression 3D. Je me contenterai donc de présenter les résultats des calculs.
Pour effectuer le calcul, nous avons également besoin des valeurs du module de cisaillement (G) des matériaux. D'après mes recherches sur Internet, j'ai trouvé les valeurs moyennes suivantes pour G :
- PLA : 1100 MPa
- PETG : 800 MPa
- ABS : 750 MPa
Raideur de ressort à profil circulaire
Spécifications techniques :
- Option 1 : Nombre de spires : 4, Longueur : 31 mm, Diamètre moyen des spires : 14 mm, Diamètre du fil : 3 mm
- Option 2 : Nombre de spires : 3, Longueur : 38 mm, Diamètre moyen des spires : 14 mm, Diamètre du fil : 3 mm
- Formule utilisée :
$$k = \frac{G \cdot d^4}{8 \cdot n \cdot D^3}$$
| Matériel | Option 1 (k) | Option 2 (k) | Taux d'augmentation de la rigidité |
| PLA | 1,01 N/mm | 1,35 N/mm | %33.6 |
| PETG | 0,74 N/mm | 0,98 N/mm | %32.4 |
| ABS | 0,69 N/mm | 0,92 N/mm | %33.3 |
L'analyse des résultats révèle que la rigidité du ressort augmente en moyenne de 33 % lorsque le nombre de spires diminue. On constate également qu'un ressort à 4 spires imprimé en PLA est plus rigide qu'un ressort imprimé en ABS. Même si l'objectif est d'obtenir un ressort souple en augmentant le nombre de spires, l'influence du matériau reste prépondérante.
Profil de fente Raideur du ressort
Spécifications techniques :
- Ancien modèle : Nombre de spires : 4, Longueur : 31 mm, Diamètre moyen des spires : 14 mm
- Nouveau modèle : 3 spires, longueur 38 mm, diamètre moyen des spires 14 mm
- Formule utilisée :
$$k = \frac{4 \cdot G \cdot J}{\pi \cdot n \cdot D^3}$$
Comme il ne s'agit pas d'un profil de ressort circulaire, il est nécessaire de calculer l'aire de sa section transversale. Le profil de la fente se compose de deux zones semi-circulaires et d'une zone rectangulaire. Après calcul, l'aire (A) est de 10,68 mm².
| Matériel | Ancien modèle (k) | Nouveau design (k) | Taux d'augmentation de la rigidité |
| PLA | 1,96 N/mm | 2,62 N/mm | %33.6 |
| PETG | 1,43 N/mm | 1,90 N/mm | %32.4 |
| ABS | 1,34 N/mm | 1,78 N/mm | %33.3 |
Si l'on compare les résultats obtenus avec l'ABS et les ressorts à profil circulaire, le ressort à 4 spires voit sa raideur passer de 0,69 N/mm à 1,34 N/mm. La large section transversale créée par le profil rainuré a permis une augmentation de 94 % de la raideur du ressort. Naturellement, cela a rendu le ressort beaucoup plus rigide.
Auparavant, j'utilisais un ressort à 4 spires avec un filament PETG, et j'avais calculé sa constante de raideur (k) à 1,43 N/mm. Dans ma nouvelle conception, j'ai réduit le nombre de spires à 3 et choisi l'ABS comme matériau. La constante de raideur est ainsi devenue de 1,78 N/mm. La raideur du ressort a donc augmenté de 24,5 % entre l'ancien et le nouveau modèle.
Optimisation du débattement et de la durée de vie en fatigue des ressorts hélicoïdaux
La nouvelle conception améliore la course du ressort en réduisant le nombre de spires et en augmentant sa longueur totale. L'ancienne configuration comportait 4 spires actives et 2 spires passives, pour une longueur totale de 31 mm. La nouvelle version, quant à elle, réduit le nombre de spires actives à 3 tout en conservant 2 spires passives, ce qui porte la longueur totale du ressort à 38 mm. Pour les deux configurations, l'épaisseur du profil de la fente reste de 4 mm.
Ancien modèle : Calcul du débattement du ressort
$$L_s = 6 \text{ spires} \times 4 \text{ mm} = 24 \text{ mm} \quad \text{(Longueur à vide du ressort)}$$
$$S_{max} = 31 \text{ mm} – 24 \text{ mm} = 7 \text{ mm} \quad \text{(Course théorique maximale)}$$
$$S_a = 4 \text{ spires actives} \times 0,1 \times 4 \text{ mm} = 1,6 \text{ mm} \quad \text{(Jeu de sécurité minimal)}$$
$$S_{net} = 7 \text{ mm} – 1,6 \text{ mm} = 5,4 \text{ mm} \quad \text{(Course admissible du ressort)}$$
Nouveau design : Calcul du débattement du ressort
$$L_s = 5 \text{ spires} \times 4 \text{ mm} = 20 \text{ mm} \quad \text{(Longueur à vide du ressort)}$$
$$S_{max} = 38 \text{ mm} – 20 \text{ mm} = 18 \text{ mm} \quad \text{(Course théorique maximale)}$$
$$S_a = 3 \text{ spires actives} \times 0,1 \times 4 \text{ mm} = 1,2 \text{ mm} \quad \text{(Jeu de sécurité minimal)}$$
$$S_{net} = 18 \text{ mm} – 1,2 \text{ mm} = 16,8 \text{ mm} \quad \text{(Course de sécurité du ressort)}$$
Grâce à ces spécifications calculées, des modifications de conception ont été apportées à l'amortisseur afin d'éviter que les spires ne se touchent lors de la compression. Quel a été l'avantage de cette modification ?
Lorsque les anciens et nouveaux ressorts se compriment de la même valeur, par exemple 4 mm, le taux d'utilisation de la course de la capacité totale est de 74 % pour l'ancien ressort, contre seulement 23 % pour le nouveau. Ceci offre une plage de fonctionnement confortable et améliore considérablement la durée de vie du ressort. Alors que les contraintes sur les chaînes polymères sont élevées avec l'ancien ressort, elles sont bien moindres avec le nouveau, ce qui lui permet de fonctionner plus longtemps. Avec l'ancien ressort, le risque de blocage des spires lors de chocs soudains (lorsque le ressort est complètement comprimé, les spires s'entrechoquent et se bloquent brutalement) est plus élevé. Le nouveau ressort dispose du jeu nécessaire pour absorber ces chocs. Le jeu étant plus faible avec l'ancien ressort, son fonctionnement est brutal et les impacts sur l'amortisseur sont ressentis sur le châssis. Grâce à son jeu plus important, le nouveau ressort offre une réponse plus douce et plus prévisible.
Conclusion — Accéder au modèle
Dans cet article, je partage mon expérience concernant la conception de ressorts pour l'impression 3D. Si vous possédez une voiture radiocommandée et souhaitez imprimer des ressorts avec votre imprimante 3D, ce blog vous servira de guide. Si vous n'avez aucune expérience en conception et recherchez un modèle 3D prêt à imprimer pour votre voiture radiocommandée, vous pouvez utiliser mon modèle via le lien ci-dessous. De plus, vous pouvez l'acquérir à un prix très abordable pour une durée limitée.
Cliquez sur le lien pour profiter de la réduction : Amortisseur pour voiture RC
Cofondateur de ChampionXperience
Ridvan Polat est ingénieur d'application SOLIDWORKS Elite, fondateur de ChampionXperienceet expert reconnu SOLIDWORKS, ENOVIAet 3DEXPERIENCE . Il est spécialisé dans le support technique CATIA et ENOVIA ainsi que dans l'accompagnement des entreprises dès leur prise en main de 3DEXPERIENCE , les aidant ainsi à optimiser leurs flux de travail PLM.
Derniers articles de Rıdvan Polat (voir tous)
S'abonner
0 Commentaires
Le plus ancien
